|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
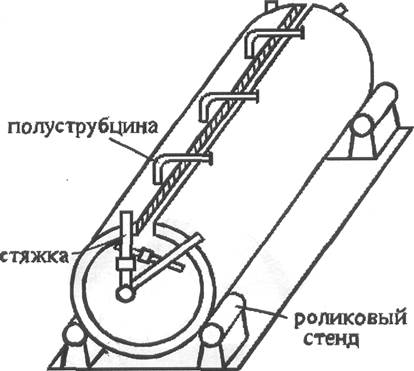
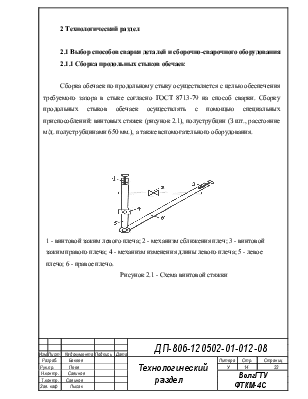
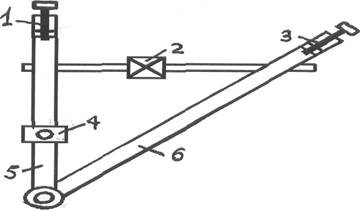
Рисунок 2.2 - Схема сборки продольных стыков обечайки.
При сборке обечайки по продольному стыку необходимо установить требуемый зазор в стыке согласно ГОСТ на способ сварки и превышения кромок Δ по требованиям отраслевого стандарта ОСТ 26.291 – 94. Так как продольные стыки сосудов работающих под давлением, являются ответственными за прочность конструкции, как нагруженные в два раза больше, чем кольцевые, то требования к их сборке более жесткие. В ОСТ 26.291-94 превышение кромок Δ в продольных стыках должно быть для монометаллов Δ< 10% от S, но не более 3 мм. 0,1S = 0,1x10 = 1,0 мм. Принимаем 1,0 мм.
Увод (угловатость) f кромок в стыковых соединениях не должны превышать f = 0,1 S+3 мм, но не более 5 мм. В нашем случае 0,1-10 + 3 = 4,0 мм. Принимаем 4,0 мм.
Для установки требуемых превышений кромок по всей длине стыка обечайки необходимо через каждые 400...500 мм от торца обечайки проверить имеющееся превышение кромок. И если оно выходит за пределы допускаемых по ОСТ, необходимо в этом месте установить полуструбцину с винтовым механизмом на той кромке обечайки, которая ниже противоположной кромки и винтом убрать превышение кромок или довести его до требуемого размера. После чего поставить прихватку. Затем произвести измерение превышений в других местах. Таким образом, одной полструбцины достаточно для сборки всего стыка обечайки, перемещая ее вдоль стыка от одного места к другому.
Сборочная стяжка обеспечивает параметры сборки на торцевых участках стыка. Для этого она закрепляется винтовыми захватами 1 с обеих сторон стыка. После чего винтовой стяжкой 5 сближаем левое и правое плечо стяжки и устанавливаем необходимый зазор в стыке. Затем механизмом изменения левого плеча стяжки 4 устанавливаем необходимое превышение кромок. После чего осуществляем прихватку стыка. Протяженность прихваток 30...50 мм. Полуавтоматическая сварка в смеси 70%СО2+30%О2, проволока Св-08Г2С, диаметром 1,6 мм. Затем стяжка устанавливается на второй торец обечайки, и операции повторяются. После установки необходимых параметров сборки на торцах обечайки проверяем превышение кромок на остальных участках продольного стыка и, если они выходят за пределы допускаемых, устраняем их с помощью полуструбцин.
2.1.2 Сборка обечаек между собой в корпус
Сборка обечаек в корпус осуществляется на специализированной механизированной установке. Устройство, принцип работы и расчет установки приведен в конструкторском разделе 3.
2.1.3 Сборка цилиндрической части корпуса с днищем
Эллиптические днища также как и шаровые поступают на сборку с корпусом уже с люком или штуцером согласно чертежу.
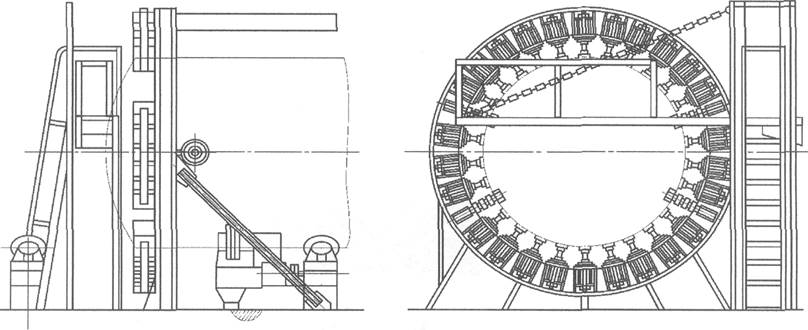
Рисунок 2.3 - Установка для сборки корпуса с днищем
Установить днище на ложемент и зафиксировать при помощи шести удерживающих пневмоцилиндров (рисунок 2.3). Нужно учесть, что согласно ОСТ 26.291-94 смещение стыка заготовок днищ и продольного стыка обечайки должно быть не менее трёхкратной толщины металла и не менее 100 мм. 10*3 = 30 мм. Следовательно, смещение стыков заготовок днищ и продольного стыка обечайки должно составить не менее 100 мм. При помощи подъемника днище на ложементе необходимо поднять и состыковать с корпусом. Установить зазор в стыке 2,0 мм и превышение кромок не более 2,0 мм при помощи шести установочных пневмоцилиндров с секционным управлением. Прихватки установить, в той же последовательности, что и при сборке обечаек в корпус. Протяженность прихваток 30...50 мм. Сварка полуавтоматическая в смеси 70%СО2+ 30%О2, проволока Св-08Г2С диаметром 1,6 мм.
Затем корпус подать на стенд для сварки всех кольцевых стыков. Сборку корпуса со вторым днищем производить после установки люка и внутреннего оборудования корпуса. Сборка производится на том же оборудовании и в той же последовательности как при сборке первого днища с корпусом.
2.1.4 Сборка опор
Сборку опор и прихватку их к корпусу аппарата производить полуавтоматом в С02 проволокой Св-08Г2С диаметром
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.