Для сварки используем сварочный трактор
ТС-17, техническая
характеристика которого приведена в таблице 15. ,
Сварка производится в следующей
последовательности (смотри рисунок
28): :
- Заготовки днища
установить с предварительно приваренными
входными планками и контрольными пластинами на сварочный стол;
- Сварочный трактор ТС—17 установить на начало стыка
входной
пластины, осуществить сварку шва А;
- Затем накладываем швы Б, В, Г, Д, Е, Ж;
- Вырубаем корень шва, и накладываем шов 3;
- Затем накладываем переходной слой, швы И, К, Л, М;
- Затем накладываем швы Н, О, П;
- Завариваем плакирующий шов Р.
5.5 Приварка штуцеров
Сварку штуцеров из биметалла ВСтЗсп+08Х18Н10Т выполнить в СО2 ГОСТ 8650-85 полуавтоматом ПДГ-505, техническая характеристика которой приведена в таблице 16, следующими сварочными проволоками:
• основной слой Св—08А;
• переходной шов Св-06Х25Н12ТЮ (ГОСТ 2246-70);
• плакирующий шов Св-07Х18Н9ТЮ (ГОСТ 2246-70).
диаметром 2 мм в следующей последовательности:
-
Заварить шов проходами А, Б, В, Г, Д (рисунок 30) на
режимах
указанных
ниже
-
Воздушно-дуговой строжкой удалить корень шва А, зачистить
его
металлической щеткой и наложить швы Е, Ж, 3, И, К;
- Наложить переходной шов Л;
- Наложить швы М, Н;
- Произвести наплавку плакирующего шва О.
Сварку производить с поперечным колебанием электрода.
Режимы сварки следующие:
Шов А
Сварочный ток 1СВ =350 А; Напряжение горения дуги ид= 36В;, Скорость сварки 18 м/ч; Скорость подачи электродной проволоки Vn3.=230 м/ч.
Швы Б, В, Г, Д, Е, Ж, 3, И, К, М, Н Сварочный ток 1СВ =400 А; Напряжение горения дуги ид= 35 В; Скорость сварки 16 м/ч; Скорость подачи электродной проволоки Vn.3.=250 м/ч.
Швы Л, О
Сварочный ток 1СВ =200 А; Напряжение горения дуги ид= 28 В; Скорость сварки 32 м/ч; Скорость подачи электродной проволоки Vn3.=125 м/ч.
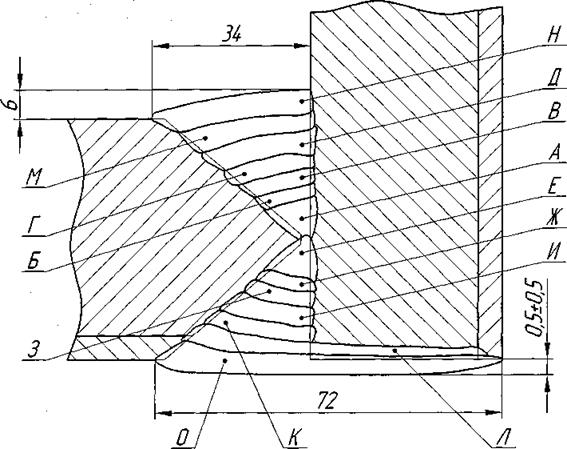
Рисунок 31 - Приварка биметаллического штуцера к корпусу
После приварки всех штуцеров к корпусу, произвести контроль качества сваренных швов внешним осмотром и УЗД, устранить дефекты.
5.6 Сварка конической обечайки с цилиндрической
Кольцевые стыки обечаек будут свариваться автоматической дуговой сваркой под флюсом с предварительным подогревом на специальной установке У-177 (рисунок 27), техническая характеристика которой приведена в таблице 14. Для данного способа сварки выбираем сварочный трактор ТС-17, техническая характеристика которого приведена в таблице 15.
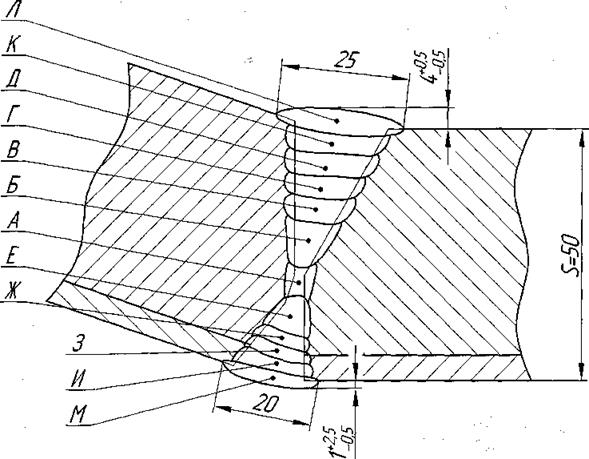
Рисунок 32 - Заполнение разделки С19 (по ГОСТ 16098-80) с скорректированными углами
Сварку ведем в следующей последовательности (смотри рисунок 32):
• Заварить первый проход (шов А) и заполняющие проходы (швы Б, В, Г, Д);
• Воздушно-дуговой строжкой удалить корень шва А, зачистить его
металлической щеткой
• Наложить швы Е, Ж, 3;
• Наложить переходной шов И;
• Наложить швы К, Л;
• Произвести наплавку плакирующего шва М.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.