 ,
,
где к' - коэффициент зависящий от рода и полярности тока, т.к. у нас ток постоянный (обратная полярность), то к'= 0,367- j 0.1925,
где j - плотность тока, А/мм2,
 А/мм2
А/мм2
к'= 0,367- 64 0,1925 =0,82
Тогда

7) Определяем глубину провара:
 см
см
10) Определяем ширину шва:
![]() мм
мм
9) Вылет электрода принимаем
l=40 мм
12) Определяем коэффициент наплавки
 г/А ч,
г/А ч,
 г/А ч,
г/А ч,
Таким образом,
ар=16,05+0,03=16,08 г/А ч.
11) Определим скорость подачи электрода
 м/ч.
м/ч.
12) Определяем площадь наплавленного металла

Рассчитаем химический состав металла шва
1) Рассчитаем площадь провара:
 ,
,
где h пр— полный тепловой к.п.д., определяется в зависимости от скорости сварки и плотности тока в электроде по графику, т.к. Vсв=30 м/с, а
j=64 А/мм2, то hпр=0,25.
Тогда

2) Определим долю участия основного металла в формировании шва

3) Содержание рассматриваемого элемента в металле
шва определяется
на основании правила смешения фаз:
![]()
![]()
где \х\ш, \х\ом, \х\э-концентрация рассматриваемого элемента в металле шва,
основном и электродном металле.
Crэ к в= % Cr + 1.5 % Si + 0.5 % Nb + % Mo + % V +3.5 % Ti
Niэ к в = % Ni + 30 % C + 0.5 % Mn
Так как содержание элементов, в основном и электродном металлах, представляет собой диапазон значений, то найдем химический состав металла шва сначала для верхнего, а затем для нижнего значения диапазона.
• Углерод
![]() = 0,58
* 0,08 + (1 - 0,58) • 0,09 = 0,084%;
= 0,58
* 0,08 + (1 - 0,58) • 0,09 = 0,084%;
• Кремний
![]() = 0,58
■ 0,8 + (1 - 0,58) • 0,8 = 0,8%;
= 0,58
■ 0,8 + (1 - 0,58) • 0,8 = 0,8%;
• Марганец
![]() = 0,2
• 1,6 + (1 - 0,58) • 2 = 0,956% ;
= 0,2
• 1,6 + (1 - 0,58) • 2 = 0,956% ;
• Алюминий
![]() =0,58 -0 + (1 -0,58)-0,78
= 0,328%
=0,58 -0 + (1 -0,58)-0,78
= 0,328%
Нижний диапазон
• Хром
![]() =0,58
-17 + (1-0,58)-17 = 17%;
=0,58
-17 + (1-0,58)-17 = 17%;
• Никель
![]() =0,58
-9 + (1-0,58)- 8 = 8,58%;
=0,58
-9 + (1-0,58)- 8 = 8,58%;
• Титан
![]() =
0,58 • 0,4 + (1 - 0,58)-1 = 0,652%.
=
0,58 • 0,4 + (1 - 0,58)-1 = 0,652%.
Сrэкв = 17 + 0,8 • 1,5 + 0,652 • 3,5 = 20,388%,
Ni3Ke= 8,58 + 0,084-30 + 0,956 • 0,5 = 11,578%.
Верхний диапазон
• Хром
![]() =0,58-19+
(1-0,58)-19 = 19%;
=0,58-19+
(1-0,58)-19 = 19%;
• Никель
![]() = 0,58
-10 + (1-0,58)-10 = 10%;
= 0,58
-10 + (1-0,58)-10 = 10%;
• Титан
![]() = 0,58
-0,7 + (1-0,58)4,4 = 0,994%.
= 0,58
-0,7 + (1-0,58)4,4 = 0,994%.
Сrэкв= 19 + 0,8 • 1,5 + 0,994 • 3,5 = 23,679%, Ni3Ke= 10 + 0,084 • 30 + 0,956 • 0,5 = 12,998%.
Наносим на диаграмму Шеффлера полученные значения эквивалента хрома и никеля и получаем прямоугольник, который и указывает химический состав металла шва (смотри рисунок 29). Из диаграммы видно что плакирующий шов будет иметь 2-х фазную структуру аустенит и до 20% феррита, что находится в пределах нормы для данной стали.
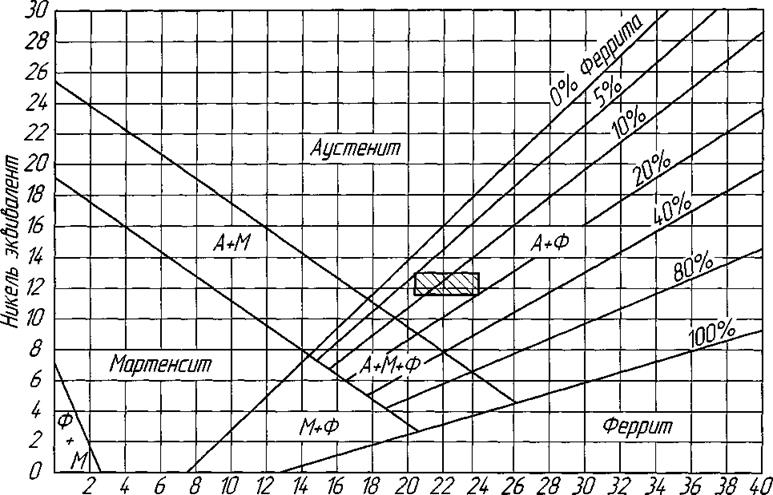
Хромэквивалент
Рисунок 29 - Диаграмма Шеффлера
5.4 Сварка заготовок днищ
Заготовки днища свариваем автоматической дуговой сваркой под флюсом. Принимаем автоматическую сварку под флюсом, тип соединения
С19 по ГОСТ 8713-70 (смотри рисунок 17). Режимы сварки рассчитаны в предыдущем пункте.
Сварочные проволоки
• Основной металл Св-08А (ГОСТ 2246-70);
• Переходной шов Св-06Х25Н12ТЮ (ГОСТ 2246-70);
•
Плакирующий шов Св-07Х18Н9ТЮ (ГОСТ 2246-70).
Флюсы (ГОСТ 9087-69)
• Основной металл АН-348-А;
• Переходной и плакирующий швы АН-26с.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.