Предисловие
1 Настоящая инструкция (далее И) разработана в соответствии с требованиями ГОСТ Р 52630-2006, ОСТ 26.291-94, ПБ 03-576-03, ПБ 03-584-03.
И разработана с учетом возможного применения при компьютерной разработке технологической документации.
2 Пересмотр И 26-2021-2007 выполнен путем выпуска новой И 26-2021-2008.
3 И разработана отделом главного сварщика.
4 И введена в действие с «____»__________ 2008 г. приказом Генерального директора от «____»__________ 2008 г. № ____.
5 Переиздание декабрь 2008г. с изменениями № 1,2,3.
1 Область применения
Настоящая инструкция устанавливает основные типы, конструктивные элементы, размеры сварных соединений, а также способы сварки, применяемые при изготовлении химнефтеаппаратуры, газовой аппаратуры, изготавливаемой в соответствии с требованиями ГОСТ Р 52630, ОСТ 26.291, ПБ 03-576, ПБ 03-584.
При изготовлении аппаратуры по другим НД – возможность применения настоящей И необходимо согласовывать с ОГС.
И разработана с учетом накопленного опыта при изготовлении аппаратуры из монометалла.
И разработана для инженеров-конструкторов, инженеров-технологов, инженеров по нормированию труда, занимающихся разработкой чертежей, технологических процессов, нормированием сварочных процессов при изготовлении изделий согласно требованиям, изложенным в ГОСТ Р 52630, ОСТ 26.291, ПБ 03-576, ПБ 03-584 и их приемкой работниками ОТК.
В случае отсутствия технологического процесса на сварочные работы производственные подразделения руководствуются приложением Б.
Настоящая И распространяется на изготовление изделий из углеродистых, низколегированных (марганцовистых, марганцево-кремнистых, хромомолибденовых, хромомолибденованадиевых), среднелегированных (хромомолибденовых), высоколегированных сталей и сплавов.
2 Нормативные ссылки
ГОСТ Р 52630-2006 – Сосуды и аппараты стальные сварные. Общие технические условия.
ОСТ 26.291-94 – Сосуды и аппараты стальные сварные. Общие технические требования.
ПБ 03-576-03 – Правила устройства и безопасной эксплуатации сосудов, работающих под давлением.
ПБ 03-584-03 – Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных.
РТМ 26-320-79 – Сварка дуговая автоматическая, ручная и электрошлаковая газонефтехимической аппаратуры из теплоустойчивых хромомолибденовых
низколегированных сталей типа 12ХМ.
СТО 00217610-1523-2007 – Сварка аппаратуры из теплоустойчивых сталей. Основные положения.
СТО 002117610-1884-2008 – Сварка аппаратуры из углеродистых и низколегированных сталей. Основные положения.
3 Термины и сокращения
3.1 Термины и определения
Глубина впадин между валиками шва – размер максимального углубления между валиками шва.
Чешуйчатость сварного шва – характерный вид поверхности шва сварки плавлением, имеющей поверхности в виде чешуек.
Определенияк применяемым в настоящей инструкции терминам: «сварка», «сварка ручная дуговая», «сварное соединение», «стыковое соединение», «тавровое соединение», «автоматическая дуговая сварка», «дуговая сварка неплавящимся электродом», «электрошлаковая сварка», «подрез», «наплыв» и другие дефекты визуального осмотра приведены в ГОСТ 2601-84 «Сварка металлов. Термины и определения основных понятий».
3.2 Сокращения
И – инструкция
НД – нормативный документ
Аф – сварка автоматическая под флюсом
Афк – сварка автоматическая под флюсом с предварительной подваркой корня шва
Афф – сварка автоматическая на флюсовой подушке или на весу
ИНп – сварка в инертных газах неплавящимся электродом с присадочным металлом
ИП – сварка в смеси защитных газов плавящимся электродом
Р – сварка ручная дуговая
УП – сварка в среде двуокиси углерода плавящимся электродом
ЭШС – сварка электрошлаковая
ЭШСр – сварка электрошлаковая с регулируемым термическим циклом
b – величина зазора в стыке
с – величина притупления кромок
D – диаметр
g,g1 – величина усиления сварного шва
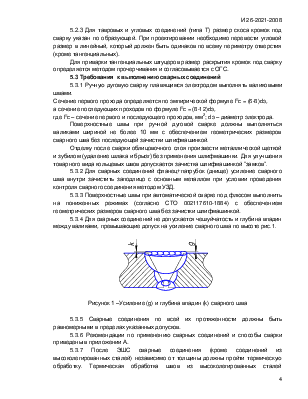
h – глубина раскрытия кромок
k – глубина впадин
l, l1, l2 - ширина шва
R – радиус
S, S1 – толщина
α и β – величина угла раскрытия кромок
ОАО «ВНИИПТхимнефтеаппаратуры» - открытое акционерное общество Волгоградский научно-исследовательский и проектный институт технологии химического и нефтяного аппаратостроения.
4 Общие положения
4.1 Целью разработки настоящей инструкции является упорядочение применяемых сварных соединений и отражение их на поле чертежа, с учетом возможного применения при компьютерной разработке технологической документации по сварке.
4.2 При разработке конструкторской документации на поле чертежа указываются конструктивные элементы кромок и тип сварного соединения согласно приложениям А и Б, которые согласуются с ОГС.
5 Технические требования
5.1 Требования к подготовке кромок под сварку
Требования к подготовке кромок под сварку изложены в соответствующих разделах СТО 002117610-1884, СТО 00217610-1523.
5.2 Требования к подготовке отверстий под приварку штуцеров (патрубков) к корпусу или днищу
5.2.1 С учетом предельных отклонений при вырезке отверстий кислородной или воздушно-дуговой резкой предусмотреть зазоры в отверстии согласно таблице 1, для чего диаметр вырезаемого отверстия на чертеже указывается больше диаметра привариваемого патрубка на величину (Dотв.-Dнар.патр.).
При подготовке кромок под сварку способом механической обработки отверстий предельные отклонения, указанные в таблице 1, не учитывать.
Таблица 1 – Величина допустимого зазора при сборке патрубка с корпусом или днищем в зависимости от диаметра отверстия
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.