

























разработки технологического процесса механической обработки детали необходим рабочий чертеж с соответствующими техническими условиями. При выполнении курсового проекта первым шагом был перевод рабочего чертежа колеса зубчатого в электронный вид, его анализ, редактирование и выполнение в соответствии с требованиями ГОСТов.
Рабочий чертеж детали является основным документом для контроля и приемки изготовленных деталей. На рабочем чертеже указывается материал детали, проставляются допуски на изготовление, шероховатость поверхностей, в технических условиях указываются неуказанные предельные отклонения, масса заготовки, коэффициент использования материала (КИМ), специфика обработки, твердость материала, условия азотирования зубьев и др. Указываются также методы и способы контроля, как наружных поверхностей, так и внутренней структуры материала детали.
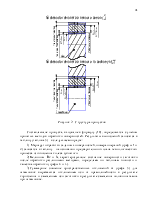
Рабочий чертеж колеса зубчатого выполнен на листе формата А3: даны две проекции с дополнительной выноской, поясняющей конструкцию канавки, а также таблицей, содержащей сведения о зубчатом венце. Некоторые поверхности нуждаются в особых видах обработки или способах контроля. Для их идентификации используется буквенная индексация.
Назначение колеса зубчатого, условия работы
Колесо зубчатое входит в состав привода-генератора.
Привод-генератор предназначен для выработки электроэнергии переменного тока стабильной частоты в бортовой сети объекта на всех режимах работы изделия.
Колесо передает вращение. Условия работы – АМГ10.
2 Материал детали
Деталь изготовлена из стали 16Х3Н8ФМБ ТУ 14-1-1865-76.
Сталь 16Х3Н8ФМБ – высоколегированная, жаропрочная.
Назначение: детали, работающие с ограниченным сроком службы при 600…650°С.
Твердость до 269 НВ.
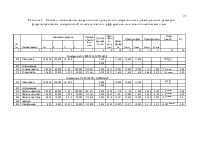
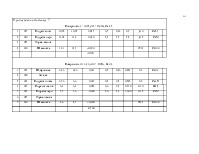
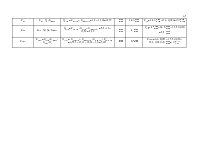
Химический состав стали представлен в таблице 1 [7].
Таблица 1 - Химический состав стали 16Х3Н8ФМБ
|
Химический элемент |
% |
|
Ванадий (V) |
1,25-1,55 |
|
Медь (Cu), не более |
0,30 |
|
Молибден (Мо) |
1,1-1,4 |
|
Никель (Ni) |
7,0-9,0 |
|
Ниобий (Nb) |
0,25-0,45 |
|
Сера (S), не более |
0,030 |
|
Углерод (C) |
0,14-0,20 |
|
Фосфор (P), не более |
0,035 |
|
Хром (Cr) |
2,80-3,30 |
σВ = 810÷1010 МПа
σ0,2 = 450÷660 МПа
Режим термообработки: закалка 1145ºС, выдержка 2,5 ч, вода; старение 670ºС, выдержка 16 ч.
При анализе стали 16Х3Н8ФМБ будем учитывать следующие факторы [8]:
1) с увеличением содержания углерода обрабатываемость стали ухудшается. Одновременно увеличивается возможность получения более высоких параметров шероховатости поверхности, растут усилия резания;
2) содержание в стали 0,08-0,2% серы S улучшает ее обрабатываемость;
3) введение хрома оказывает благоприятное влияние на механические свойства стали;
4) ванадий – дорогой карбидообразующий элемент, основной целью введения которого является уменьшение склонности к отпускной хрупкости, улучшение свойств комплексно-легированных сталей в результате измельчения зерна, увеличение прокаливаемости.
Под качеством стали понимают совокупность свойств, определяемых металлургическим процессом ее производства. Однородность химического состава, строения и свойств стали, а также ее технологичность во многом зависят от содержания газов и вредных примесей – серы и фосфора. Нормы содержания вредных примесей служат основными показателями для разделения сталей по качеству.
Можно сделать вывод, что сталь 16Х3Н8ФМБ - качественная.
Обрабатываемость стали оценивается несколькими показателями, главный из которых – интенсивность изнашивания режущего инструмента. Количественная характеристика этого показателя – максимально допустимая скорость резания, соответствующая определенной величине износа или заданной стойкости инструмента. К дополнительным показателям относятся: чистота поверхности резания, форма стружки и легкость ее отвода.
Обрабатываемость стали зависит от ее механических свойств, теплопроводности, микроструктуры и химического состава.
Анализируя химический состав данной стали, можно сделать вывод, что 16Х3Н8ФМБ - среднеообрабатываемая.
3 Конструктивные особенности детали
Деталь колесо зубчатое представляет собой тело вращения, которое имеет внутренние и наружные поверхности, в том числе наружный зубчатый венец, радиальные отверстия, канавку, центральное осевое отверстие, паз, фаски.
Наличие зубьев усложняет обработку данной детали. Для получения зубьев потребуется червячная фреза высокого класса точности и зубошлифовальный станок.
Шероховатость поверхностей детали принимает следующие значения:
1) неуказанная шероховатость Rz = 20 мкм;
2) поверхность зубьев – Rа = 1,6 мкм;
3) центральное осевое отверстие и внутренний торец – Rа = 0,8 мкм.
Наличие поверхностей с шероховатостью Ra 0,8 мкм также усложняет обработку детали, так как требует наличия шлифовальных и отделочных операций.
Большинство поверхностей выполнены по 12-му квалитету точности
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.