





































процент подготовительно-заключительного времени, принимаемый по приложению 7 для соответствующего оборудования.
Полученное расчетом количество оборудования округляется до целого числа в большую сторону (или в меньшую, если дробная часть расчетного количества меньше 0,1), то есть принимаем количество станков данного типоразмера (Sпрi).
Пример расчета для фрезерной обработки:
Откуда для обработки деталей №1 по фрезерным принимаем 2 станка (ФГ-3).
Расчеты потребного времени на программу и необходимого количества оборудования представлены в таблицах 4 и 5.
|
№ |
Наименование и номер детали |
Программа запуска деталей, шт. |
Время на обработку по типоразмерам борудования, мин. |
||||||||
|
ФГ-3 |
ТВ-3 |
СВ-1 |
|||||||||
|
№ операции |
на штуку |
на программу |
№ операции |
на штуку |
на программу |
№ операции |
на штуку |
на программу |
|||
|
1 |
1151 |
252 |
1,2, 4,5 |
150 |
37800 |
3 |
278 |
70056 |
6 |
22 |
5544 |
|
Коэффициент, учитывающий затраты подготовительно-заключительного времени на программу |
1,04 |
1,03 |
1,02 |
||||||||
|
Итого потребный фонд времени на программу в нормо-часах |
585 |
1073,78 |
84,15 |
||||||||
Табл. 4. Потребное время на программу по типоразмерам оборудования.
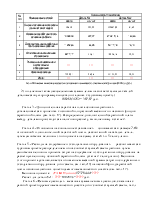
Коэффициент загрузки оборудования рассчитывается отношением:
 (3.4)
(3.4)
Для всего участка рассчитаем средний коэффициент загрузки оборудования:
 (3.5)
(3.5)
|
№ детали |
№ операции |
Типоразмер оборудования |
Потребный фонд времени на программу в н-ч |
Плановый коэффициент выполнения норм |
Потребный фонд времени на программу в с-ч |
Эффективный фонд времени единицы оборудования |
Потребное количество оборудования |
Коэффициент загрузки оборудования |
||
|
Расчётное |
Принятое |
|||||||||
|
1 |
1,2 4,5 |
ФГ-3 |
655,2 |
1.12 |
585 |
356,96 |
1,64 |
2 |
082 |
|
|
3 |
ТВ-3 |
1202,63 |
1.12 |
1073,78 |
360,64 |
2,98 |
3 |
0,99 |
||
|
6 |
СВ-1 |
94,248 |
1,12 |
84,15 |
360,64 |
0,23 |
1 |
0,23 |
||
Табл. 5. Потребное количество оборудования.
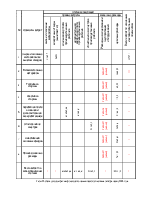
Организацию и планирование ремонтных работ проводят на основе единой системы планово-предупредительных ремонтов. Система предусматривает определенные организационные нормативы, к которым относятся длительность межремонтного цикла, структура ремонтного цикла, межремонтных и межосмотровых периодов, и нормы трудоемкости ремонтных работ, категория ремонтной сложности. Используя нормативы ППР, строим план ремонтов оборудования участков.
При построении плана ремонтов оборудования вид и дату (месяц) последнего ремонта для каждого конкретного станка устанавливается произвольно. Все виды ремонтных работ распределяются в годовом плане по месяцам в соответствии со структурой ремонтного цикла и нормативами межремонтных и меж осмотровых периодов. Для каждого станка и по каждому виду ремонтов определена трудоемкость ремонта и время простоя в ремонте в сутках.
Трудоемкость каждого вида ремонта рассчитывается умножением нормы времени, установленной для одной ремонтной единицы, на категорию ремонтной сложности соответствующего станка. Норма времени принимается по приложению 11, а категория сложности станка принимаются по приложению 8.
Продолжительность простоя каждого станка в том или ином виде ремонта устанавливается умножением норматива простоя на категорию ремонтной сложности станка. Результаты заносим в таблицу 6.
|
№ детали |
№ операции |
Наименование оборудования |
Модель, тип |
Категория ремонтной сложности |
Межремонтный период, мес |
Сменность работы |
Последний ремонт |
Вид ремонтных операций |
Трудоёмкость по месяцам в н-ч |
Всего |
|||||||||||
|
Простой по месяцам в сут. |
|||||||||||||||||||||
|
вид |
дата |
I |
II |
III |
IV |
V |
VI |
VII |
VIII |
IX |
X |
XI |
XII |
||||||||
|
1 |
1,24,5 |
Горизонтально-фрезерный консольный |
6Р81 |
12 |
8 |
2 |
O |
IX |
T 73.2/1.68 |
О 10.2/0.6 |
C 282/3.96 |
365.4/6.24 |
|||||||||
|
3 |
Токарно-винторезный |
16К20 |
11 |
8 |
2 |
C |
X |
O 9.36/0.55 |
T 67.1/1.54 |
O 9.36/0.55 |
85.82/2.64 |
||||||||||
|
6 |
Вертикально-сверлильный одношпиндельный |
2Н118 |
6.5 |
8 |
2 |
O |
XI |
T 39.65/0.91 |
O 5.525/0.325 |
C 152.75/2.145 |
197.925/3.38 |
||||||||||
|
Итого по участку: Трудоёмкость в н-ч / простои в сут |
73.2/1.68 |
9.36/0.55 |
39.65/0.91 |
- |
10.2/0.6 |
67.1/1.54 |
5.525/0.325 |
- |
282/3.96 |
9.36/0.55 |
152.75/2.145 |
- |
649.145/12.26 |
||||||||
Табл. 6. План ремонта оборудования участка.
О - проверка на точность; С - средний ремонт; К - капитальный ремонт; Т - текущий ремонт.
Для разработки курсового проекта по этому варианту задания в пояснительной записке представлены следующие расчеты:
1) выбор детали для организации;
2) расчет такта одно предметной непрерывно-поточной линии;
3) синхронизация операций технологического процесса обработки детали на поточной линии;
4) расчет количества оборудования на поточной линии;
5) расчет длины и скорости конвейера;
6) расчет организации и планированию ремонтов оборудования на участке.
Для организации поточного производства в курсовом проекте выполнены расчеты одно предметной непрерывно-поточной линии. Выбор детали осуществлен по двум признакам:
1) по наибольшему количеству операций технологического процесса;
2) по максимальному значению показателя средней
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.