
















СОДЕРЖАНИЕ
1 ВАРИАНТ ЗАДАНИЯ…………………………………………………….........3
2 Составление плана обработки заданной
поверхности………………………………………………………………….4
2.1 Получение заготовки…………………………………………..………4
2.2 Черновое точение…………………………………………….….……..4
2.3 Получистовое точение……………………………………………..…..4
2.4 Чистовое точение………………………………………………….........5
2.5 Тонкое чистовое точение………………………………………………5
3 Расчет припусков для каждого вида обработки.....................6
4 Расчет промежуточных размеров для каждого
перехода………………………………………………………………………..7
5 Расчет режимов обработки заданных
поверхностей………………………………………………………………..8
5.1 Расчет глубины резания…………………………………..…………...8
5.2 Расчет подачи при точении.………………………………….…….....8
5.3 Расчет скорости резания……………………………………….……...8
5.4 Расчет силы резания………………………………………….……...10
5.5 Расчет мощности резания……………………………………….…...12
5.6 Расчет мощности электродвигателя. …………………………..…....12
6 Выбор станка……………………………………………………………...13
7 Уточнение режимов обработки…………………………………....14
7.1 Определение частоты вращения шпинделя……………..…………..14
7.2 Определение подачи…………………………………………….........14
7.3 Расчет фактической скорости резания………………………..……..14
7.4 Расчет фактического времени стойкости инструмента……..……...15
8 Расчет основного времени………………………………………….16
9 Разработка технологического процесса обработки поверхностей детали…………………………………………………....17
9.1 Рекомендации по последовательности обработки……………..…...17
9.2 Последовательность обработки поверхностей детали…………...…17
ПЕРЕЧЕНЬ ССЫЛОК……………………………………………………….......19
ЧЕРТЕЖ ДЕТАЛИ
ОПЕРАЦИОННАЯ КАРТА
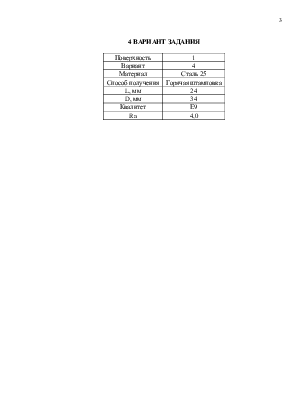
4 ВАРИАНТ ЗАДАНИЯ
|
Поверхность |
1 |
|
Вариант |
4 |
|
Материал |
Сталь 25 |
|
Способ получения |
Горячая штамповка |
|
L, мм |
24 |
|
D, мм |
34 |
|
Квалитет |
Е9 |
|
Ra |
4,0 |
2 Составление плана обработки заданной
поверхности
2.1 Получение заготовки
При получении заготовки используют метод литья.
В соответствии с рис. 2 [2] квалитет точности 11– 9, шероховатость
![]() =50 – 12,5. Из таблицы 2 [2] определяем
наибольшую высоту микронеровностей
=50 – 12,5. Из таблицы 2 [2] определяем
наибольшую высоту микронеровностей ![]() =100-225 мкм,
наибольшую глубину дефектного поверхностного слоя с измененными
физико-механическими свойствами и структурой
=100-225 мкм,
наибольшую глубину дефектного поверхностного слоя с измененными
физико-механическими свойствами и структурой ![]() =500
мкм. Из таблицы 36 [2] определяем значение допусков по СТ СЭВ 145 – 75 Д п=84
мкм. Из таблицы 3 [2] определяем погрешность размера Пр =84 мкм,
погрешность формы Пф =40 мкм. Вычисляем сумму пространственных
отклонений по формуле[1]:
=500
мкм. Из таблицы 36 [2] определяем значение допусков по СТ СЭВ 145 – 75 Д п=84
мкм. Из таблицы 3 [2] определяем погрешность размера Пр =84 мкм,
погрешность формы Пф =40 мкм. Вычисляем сумму пространственных
отклонений по формуле[1]:
![]() (2.1)
(2.1)
![]()
2.2 Черновое точение
В
соответствии с рис. 2 [2] квалитет точности полученной детали 14-12,
шероховатость ![]() =50–6,3. Для чернового точения из
таблицы 2 [2] определяем наибольшую высоту микронеровностей
=50–6,3. Для чернового точения из
таблицы 2 [2] определяем наибольшую высоту микронеровностей ![]() =200 – 25 мкм, наибольшую глубину
дефектного поверхностного слоя с измененными физико-механическими свойствами и
структурой
=200 – 25 мкм, наибольшую глубину
дефектного поверхностного слоя с измененными физико-механическими свойствами и
структурой ![]() =120 – 60 мкм. Из таблицы 36 [2]
определяем значение допусков по СТ СЭВ 145 – 75 Д п=330 мкм. Из
таблицы 3 [2] определяем погрешность размера Пр =330 мкм,
погрешность формы Пф =160 мкм. Вычисляем сумму пространственных
отклонений по формуле (2.1):
=120 – 60 мкм. Из таблицы 36 [2]
определяем значение допусков по СТ СЭВ 145 – 75 Д п=330 мкм. Из
таблицы 3 [2] определяем погрешность размера Пр =330 мкм,
погрешность формы Пф =160 мкм. Вычисляем сумму пространственных
отклонений по формуле (2.1):
![]()
Из таблицы 6 [2] определяем погрешность установки трехкулачковых патронов для осевого направления Пу =10 – 120 мкм.
2.3 Получистовое точение
В
соответствии с рис. 2 [2] квалитет точности полученной детали 13-11,
шероховатость ![]() =25–1,6. Для получистового
точения из таблицы 2 [2] определяем наибольшую высоту микронеровностей
=25–1,6. Для получистового
точения из таблицы 2 [2] определяем наибольшую высоту микронеровностей ![]() =100 – 10 мкм, наибольшую глубину
дефектного поверхностного слоя с измененными физико-механическими свойствами и
структурой
=100 – 10 мкм, наибольшую глубину
дефектного поверхностного слоя с измененными физико-механическими свойствами и
структурой ![]() =50 – 20 мкм. Из таблицы 36 [2] определяем
значение допусков по СТ СЭВ 145 – 75 Д п=210 мкм. Из таблицы 3 [2]
определяем погрешность размера Пр =210 мкм, погрешность формы Пф
=100 мкм. Вычисляем сумму пространственных отклонений по формуле (2.1):
=50 – 20 мкм. Из таблицы 36 [2] определяем
значение допусков по СТ СЭВ 145 – 75 Д п=210 мкм. Из таблицы 3 [2]
определяем погрешность размера Пр =210 мкм, погрешность формы Пф
=100 мкм. Вычисляем сумму пространственных отклонений по формуле (2.1):
![]()
Погрешность установки трехкулачковых патронов для осевого направления Пу =0 мкм, т.к. заготовку раз закрепили на станке.
2.4 Чистовое точение
В
соответствии с рис. 2 [2] квалитет точности полученной детали 9-7,
шероховатость ![]() =1,6–0,63. Для чистового точения
из таблицы 2 [2] определяем наибольшую высоту микронеровностей
=1,6–0,63. Для чистового точения
из таблицы 2 [2] определяем наибольшую высоту микронеровностей ![]() =8 – 3 мкм, наибольшую глубину дефектного
поверхностного слоя с измененными физико-механическими свойствами и структурой
=8 – 3 мкм, наибольшую глубину дефектного
поверхностного слоя с измененными физико-механическими свойствами и структурой
![]() =10 – 8 мкм. Из таблицы 36 [2] определяем
значение допусков по СТ СЭВ 145 – 75 Д п=33 мкм. Из таблицы 3 [2]
определяем погрешность размера Пр =33 мкм, погрешность формы Пф
=16 мкм. Вычисляем сумму пространственных отклонений по формуле (2.1):
=10 – 8 мкм. Из таблицы 36 [2] определяем
значение допусков по СТ СЭВ 145 – 75 Д п=33 мкм. Из таблицы 3 [2]
определяем погрешность размера Пр =33 мкм, погрешность формы Пф
=16 мкм. Вычисляем сумму пространственных отклонений по формуле (2.1):
![]()
Погрешность установки трехкулачковых патронов для осевого направления Пу =0 мкм, т.к. заготовку раз закрепили на станке.
2.5 Тонкое чистовое точение
В
соответствии с рис. 2 [2] квалитет точности полученной детали 8-6,
шероховатость ![]() =0,8–0,2. Для чистового точения
из таблицы 2 [2] определяем наибольшую высоту микронеровностей
=0,8–0,2. Для чистового точения
из таблицы 2 [2] определяем наибольшую высоту микронеровностей ![]() =4 – 1 мкм, наибольшую глубину дефектного
поверхностного слоя с измененными физико-механическими свойствами и структурой
=4 – 1 мкм, наибольшую глубину дефектного
поверхностного слоя с измененными физико-механическими свойствами и структурой
![]() =8 – 5 мкм. Из таблицы 36 [2] определяем
значение допусков по СТ СЭВ 145 – 75 Д п=21 мкм. Из таблицы 3 [2]
определяем погрешность размера Пр =21 мкм, погрешность формы Пф
=10 мкм. Вычисляем сумму пространственных отклонений по формуле (2.1):
=8 – 5 мкм. Из таблицы 36 [2] определяем
значение допусков по СТ СЭВ 145 – 75 Д п=21 мкм. Из таблицы 3 [2]
определяем погрешность размера Пр =21 мкм, погрешность формы Пф
=10 мкм. Вычисляем сумму пространственных отклонений по формуле (2.1):
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.