Переход №А: Вспомогательное время на установку и снятия детали равно 1,2 мин.
Переход №1: Назначаем режущий инструмент резец проходной Т15К6 φ=90°.
Подачу выбираем по таблице 5 стр.19 [1], затем уточняем по паспортным данным станка. S=0.5 мм/об.
Скорость резания при продольном точении выбираем по таблице 6 стр.19 [1], затем уточняем по паспортным данным станка V=146 м/мин
Частота вращения n, об/мин рассчитывается по формуле :
n=(1000*V)/π*D
Уточняем по паспортным данным станка .
Для пов.10: n=2000 об/мин
Для пов.8: уточняем n=1600 об/мин
Для пов.6: n=1250 об/мин
Для пов.4: n=1000 об/мин
Для пов.2: n=630 об/мин
Операционная карта № 015
Переход №А: Вспомогательное время на установку и снятия детали равно 1,2 мин.
Переход №1: Назначаем режущий инструмент резец проходной Т15К6 φ=95°
Подачу выбираем по таблице 5 стр. 19 [1], затем уточняем по паспортным данным станка.
Для пов.1:Диаметр загот.138 мм, следовательно, подача 1,5 мм/об.
Для пов.2:Диаметр загот.138-0 мм, следовательно, подача 1,5 мм/об.
Скорость резания при продольном точении выбираем по таблице 6 стр. 19 [1], затем уточняем по паспортным данным станка.
Для пов.1: Подача 1,5 мм/об, следовательно, скорость резания на глубине до 3 мм, V=83 м/мин.
Для пов.2: Подача 1,5 мм/об, следовательно, скорость резания на глубине до 3 мм, V=83 м/мин.
Частота вращения n ,об/мин рассчитывается по формуле :
n=(1000*V)/π*D
Уточняем по паспортным данным станка.
Для пов.1 : n=(1000*83)/π*138=192 об/мин, уточняем n=200 об/мин
Для пов.2 : n=(1000*83)/π*138=192 об/мин, уточняем n=200 об/мин
Операционная карта № 025
Переход №1: Вспомогательное время на установку и снятия детали равно 1,2 мин.
Переход №2: назначаем режущий инструмент сверло 15Р9
Подачу выбираем по таблице 8 стр. 20 [1], затем уточняя по паспортным данным станка.
Для пов.6:Диаметр загот.15мм, следовательно, подача 0,26 мм/об.
Для пов.6: Подача 0,26 мм/об, следовательно, скорость резания V=36 м/мин.
Частота вращения n ,об/мин рассчитывается по формуле :
n=(1000*V)/π*D
Уточняем по паспортным данным станка.
Для пов.6 : n=(1000*36)/π*15=764 об/мин, уточняем n=710 об/мин
Переход №3: назначаем режущий инструмент Резец раст. канавоч.
Подачу выбираем по таблице 5 стр. 19 [1], затем уточняем по паспортным данным станка.
Для пов.5:Диаметр загот.50,5мм, следовательно подача 0,5 мм/об .
Для пов.5: Подача 0,5 мм/об, следовательно, скорость резания V=146 м/мин.
Частота вращения n, об/мин рассчитывается по формуле :
n=(1000*V)/π*D
Уточняем по паспортным данным станка.
Для пов.5 : n=(1000*146)/π*50,5=936 об/мин, уточняем n=1000 об/мин
Переход №4: назначаем режущий инструмент Резец расточ. Т15К6 φ=45°.
Подачу выбираем по таблице 5 стр.19 [1], затем уточняем по паспортным данным станка .
Для пов.2: Диаметр загот.49,5 мм, следовательно подача 0,5 мм/об .
Для пов.2: Подача 0,5 мм/об, следовательно, скорость резания V=146 м/мин.
Частота вращения n, об/мин рассчитывается по формуле :
n=(1000*V)/π*D
Уточняем по паспортным данным станка .
Для пов.2: n=(1000*146)/π*49,5=942 об/мин, уточняем n=1000 об/мин
Переход №5: назначаем режущий инструмент Резец проходн.
Подачу выбираем по таблице 5 стр. 19 [1], затем уточняем по паспортным данным станка.
Для пов.1: Диаметр загот.138 мм, следовательно, подача 1,5 мм/об.
Для пов.1: Подача 1,5мм/об, следовательно, скорость резания V=86 м/мин.
Частота вращения n, об/мин рассчитывается по формуле :
n=(1000*V)/π*D
Уточняем по паспортным данным станка .
Для пов.1 : n=(1000*86)/π*138=199 об/мин, уточняем n=250 об/мин
Переход №6: назначаем режущий инструмент Резец проходн.
Подачу выбираем по таблице 5 стр. 19 [1], затем уточняем по паспортным данным станка.
Для пов.3: Диаметр загот.136 мм, следовательно, подача 1,45 мм/об.
Для пов.3: Подача 1,45 мм/об, по табл. 6 стр. 19 [1], следовательно, скорость резания V=84 м/мин.
Частота вращения n, об/мин рассчитывается по формуле :
n=(1000*V)/π*D
Уточняем по паспортным данным станка .
Для пов.1 : n=(1000*84)/π*136=196 об/мин, уточняем n=250 об/мин
Операционная карта № 030
Переход №1: Вспомогательное время на установку и снятия детали равно 1,2 мин.
Переход №2: назначаем режущий инструмент Резец проходн. Т15К6 φ=90°.
Подачу выбираем по таблице 5 стр.19 [1], затем уточняя по паспортным данным станка.
Для пов.2: Диаметр загот.69мм, следовательно подача 0,70 мм/об.
Для пов.2: Подача 0,70 мм/об , по табл. 6 стр. 19 [1], следовательно, скорость резания V=120 м/мин.
Частота вращения n, об/мин рассчитывается по формуле :
n=(1000*V)/π*D
Уточняем по паспортным данным станка .
Для пов.2 : n=(1000*120)/π*69=554 об/мин, уточняем n=630об/мин
Переход №3: назначаем режущий инструмент Резец проходн. Т15К6 φ=90°.
Подачу выбираем по таблице 5 стр. 19 методических указаний , затем уточняя по паспортным данным станка .
Для торца 1: Диаметр загот.136 мм, следовательно, подача 1,51 мм/об.
Для торца 1: Подача 1,51мм/об, следовательно, скорость резания V=83 м/мин.
Частота вращения n, об/мин рассчитывается по формуле :
n=(1000*V)/π*D
Уточняем по паспортным данным станка .
Для пов.1: n=(1000*83)/π*136=194 об/мин, уточняем n=200 об/мин
Переход №4: назначаем режущий инструмент Резец проходн. Т15К6 φ=90°.
Подачу выбираем по таблице 5 стр. 19 [1], затем уточняем по паспортным данным станка.
Для пов.4: Диаметр загот.49 мм, следовательно подача 0,50 мм/об .
Для пов.4: Подача 0,50 мм/об, по табл. 6 стр. 19 [1], следовательно, скорость резания V=146 м/мин.
Частота вращения n, об/мин рассчитывается по формуле :
n=(1000*V)/π*D
Уточняем по паспортным данным станка .
Для пов.4 : n=(1000*146)/π*49=948 об/мин, уточняем n=1000 об/мин
Переход №6: назначаем режущий инструмент Резец проходн. Т15К6 φ=45°.
Подачу выбираем по таблице 5 стр. 19 [1], затем уточняем по паспортным данным станка.
Для пов.10: Диаметр загот.25,5мм, по табл. 6 стр. 19 [1],следовательно, подача 0,21мм/об.
Для пов.10: Подача 0,21мм/об, следовательно, скорость резания V=195 м/мин.
Частота вращения n, об/мин рассчитывается по формуле :
n=(1000*V)/π*D
Уточняем по паспортным данным станка .
Для пов.10 : n=(1000*195)/π*25,5=2438 об/мин, уточняем n=2000 об/мин
Переход №7: назначаем режущий инструмент Резец проходн. Т15К6 φ=90°.
Подачу выбираем по таблице 5 стр. 19 [1], затем уточняем по паспортным данным станка.
Для пов.8: Диаметр загот.31,5мм, по табл. 6 стр. 19 [1],следовательно, подача 0,26 мм/об.
Для пов.8: Подача 0,26мм/об, следовательно, скорость резания V=180 м/мин.
Частота вращения n, об/мин рассчитывается по формуле :
n=(1000*V)/π*D
Уточняем по паспортным данным станка.
Для пов.8: n=(1000*180)/π*31,5=1820 об/мин, уточняем n=2000 об/мин.
Переход №8: назначаем режущий инструмент Резец проходн. Т15К6 φ=90°.
Подачу выбираем по таблице 5 стр. 19 [1], затем уточняем по паспортным данным станка.
Для пов.6: Диаметр загот.39,5мм, по табл. 6 стр. 19 [1], следовательно, подача 0,35 мм/об.
Для пов.6: Подача 0,35мм/об, следовательно, скорость резания V=160 м/мин.
Частота \вращения n ,об/мин рассчитывается по формуле :
n=(1000*V)/π*D
Уточняем по паспортным данным станка .
Для пов.6 : n=(1000*160)/π*39,5=1290 об/мин, уточняем n=1600об/мин
Операционная карта № 040
Переход №2: назначаем режущего инструмента Круг шлифовальный ПП 40*15*20 Э925 СМ2 .
Для пов.1: Диаметр загот.50мм, следовательно подача 0,001 мм/об .
Для пов.1: Подача 0,001 мм/об, следовательно, скорость резания V=20 м/мин.
Частота вращения n ,об/мин рассчитывается по формуле :
n=(1000*V)/π*D
Уточняем по паспортным данным станка.
Для пов.1: n=140 об/мин
Операционная карта № 045
Переход №2: назначаем режущего инструмента Круг шлифовальный ПП 300*120*50 Э925 СМ2 .
Для пов.1 :Диаметр загот.39мм, следовательно подача 0,001 мм/об .
Для пов.2 :Диаметр загот.31мм, следовательно подача 0,001 мм/об .
Для пов.3 :Диаметр загот.25мм, следовательно подача 0,001 мм/об .
Для пов.1,2,3: Подача 0,001 мм/об, следовательно, скорость резания V=30 м/мин.
Частота вращения n, об/мин рассчитывается по формуле :
n=(1000*V)/π*D
Уточняем по паспортным данным станка .
Для пов.1,2,3: n=500 об/мин
Операционная карта № 050
Переход №2: назначаем режущий инструмент метчик М16*1,5 .
Для пов.1 :Диаметр загот.16мм, следовательно подача 1,5 мм/об.
Для пов.1: Подача 1,5мм/об, следовательно, скорость резания V=0,12м/мин.
Частота вращения n, об/мин рассчитывается по формуле :
n=(1000*V)/π*D
Уточняем по паспортным данным станка.
Для пов.1: n=25 об/мин
Операционная карта № 055
Переход №2: назначаем режущий инструмент сверло Р9 10
Подачу выбираем по таблице 8 стр. 19 [1], затем уточняем по паспортным данным станка.
Для пов.1: Диаметр загот. 10мм, следовательно, подача 0,2 мм/об.
Для пов.1: Подача 0,2мм/об, по табл. 9 стр. 20 [1],следовательно, скорость резания V=33 м/мин.
Частота вращения n, об/мин рассчитывается по формуле :
n=(1000*V)/π*D
Уточняем по паспортным данным станка .
Для пов.1 : n=(1000*33)/π*10=1050 об/мин, уточняем n=1050об/мин
Переход №3: назначаем режущий инструмент зенкер Р9 11,80
Подачу выбираем по таблице 8 стр. 20 [1], затем уточняем по паспортным данным станка.
Для пов.1: Диаметр загот. 11,80мм, следовательно, подача 0,8 мм/об.
Для пов.1: Подача 0,7мм/об, по табл. 11 стр. 21 [1], следовательно, скорость резания V=30 м/мин.
Частота вращения n,об/мин рассчитывается по формуле :
n=(1000*V)/π*D
Уточняем по паспортным данным станка .
Для пов.1: n=(1000*30)/π*11,80=809 об/мин, уточняем n=800 об/мин
Переход №4: назначаем режущий инструмент развёртка Р9 11,94
Подачу выбираем по таблице 8 стр. 20 [1], затем уточняем по паспортным данным станка.
Для пов.1: Диаметр загот. 11,94мм, следовательно, подача 0,8 мм/об.
Для пов.1: Подача 0,8мм/об, по табл. 12 стр. 21 [1], следовательно, скорость резания V=12 м/мин.
Частота вращения n, об/мин рассчитывается по формуле :
n=(1000*V)/π*D
Уточняем по паспортным данным станка .
Для пов.1 : n=(1000*12)/π*11,94=320 об/мин, уточняем n=355об/мин
Переход №5: назначаем режущий инструмент Развёртка Р9 12Н9
Подачу выбираем по таблице 8 стр. 20 [1], затем уточняя по паспортным данным станка.
Для пов.1: Диаметр загот. 12,00мм, следовательно подача 0,8 мм/об .
Для пов.1: Подача 0,8мм/об, по табл. 12 стр. 21 [1], следовательно, скорость резания V=12 м/мин.
Частота вращения n, об/мин рассчитывается по формуле :
n=(1000*V)/π*D
Уточняем по паспортным данным станка .
Для пов.1 : n=(1000*12)/π*12=318 об/мин, уточняем n=355об/мин
|
Маршрутная карта технологического процесса |
||||||||||
|
Материал |
Масса детали |
Заготовка |
||||||||
|
Наименование, марка |
Вид |
Профиль |
Масса |
|||||||
|
Сталь 35 |
Штамповка |
|||||||||
|
Номер операции |
Наименование и содержание операции |
Оборудование |
Приспособление и инструмент |
Тп.з. |
||||||
|
Тшт |
||||||||||
|
000 |
Заготовительная Заготовка- штамповка |
|||||||||
|
005 |
Токарная. Подрезка торца. Центровка торца |
Токарный 1К62 |
3-х кулачковый патрон. Резец проходной. Сверло центровочное. |
3,23 |
||||||
|
010 |
Токарная с ЧПУ. Предварительная. Обработка наружных поверхностей . |
Токарный с ЧПУ 1К20Ф3С5 |
Зажимное спец. Резец проходной. |
1,60 |
||||||
|
015 |
Токарная с ЧПУ. Подрезание торца, обработка наружной поверхности фланца. |
Токарный с ЧПУ 1К20Ф3С5 |
Зажимное специальное. Резец проходной. |
1,63 |
||||||
|
020 |
Термическая. Отжиг для снятия внутренних напряжений. |
Специальное |
||||||||
|
025 |
Токарная. Получистовая обработка наружных и внутренних поверхностей. |
Токарный 1К62 |
3-х кулачковый патрон. Сверло спир., резец расточн., резец проходной. |
8,01 |
||||||
|
030 |
Токарная. Получистовая обработка наружных поверхностей |
Токарный 1К62 |
3-х кулачковый патрон. Центр. вращающийся. Резец канавочный, резец проходной. |
11,84 |
||||||
|
035 |
Химико-термическая. Цементация. Закалка. |
Специальное. |
||||||||
|
040 |
Внутришлифовальная. Окончательное шлифование отверстия. |
Шлифовальный 3А240 |
Приспособление специальное круглошлиф. |
4,45 |
||||||
|
045 |
Круглошлифовальная. Окончательное шлифование наружных поверхностей. |
Шлифовальный 3152 |
Оправка цанг., центр. вращ. круглошлиф. |
5,83 |
||||||
|
050 |
Вертикальносверлильная. Нарезание резьбы в отверстии фланца вала. |
Вертикально-сверлильный 2А125 |
Приспособление зажимное. Метчик машинный. |
2,95 |
||||||
|
055 |
Радиальносверлильная. Обработка отверстий на фланце вала |
Радиально-сверлильный 2А53 |
Кондуктор специальный накладной. Сверло, зенкер, развертка. |
6,82 |
||||||
|
060 |
Контрольная. Окончательный контроль детали по чертежу. |
|||||||||
|
Технологический чертеж на отдельном листе |
Операционная карта механической обработки |
Вал концевой |
|||||||||||||||||||
|
Цех |
Участ. |
№ опер. |
Наименование операции |
||||||||||||||||||
|
- |
- |
000 |
Заготовительная |
||||||||||||||||||
|
Наименование и марка материала |
Масса детали |
Заготовка |
|||||||||||||||||||
|
Профиль и размеры |
Твердость |
Масса |
|||||||||||||||||||
|
Сталь 35 |
- |
Штамповка |
HB150 |
- |
|||||||||||||||||
|
Приспособление |
Оборудование (наименование, модель) |
||||||||||||||||||||
|
- |
- |
Охлаждение |
|||||||||||||||||||
|
- |
- |
- |
|||||||||||||||||||
|
№ перехода |
Содержание перехода |
Инструмент (код и наименование) |
Расчет. размер, мм |
t, мм |
Режим обработки |
То, мин |
Тв, мин |
||||||||||||||
|
вспомога- тельный |
режущий |
измери- тельный |
диаметр, ширина |
длина |
S, мм/об |
n, об/мин |
V, м/мин |
||||||||||||||
|
Заготовка – штамповка поступает в цех на механическую обработку очищенной с удалёнными заусеницами в термически обработанном состоянии |
|||||||||||||||||||||
|
|
Операционная карта механической обработки |
Вал концевой |
||||||||||||||||||||
|
Цех |
Участ. |
№ опер. |
Наименование операции |
|||||||||||||||||||
|
- |
- |
005 |
Токарная |
|||||||||||||||||||
|
Наименование и марка материала |
Масса детали |
Заготовка |
||||||||||||||||||||
|
Профиль и размеры |
Твердость |
Масса |
||||||||||||||||||||
|
Сталь 35 |
- |
Штамповка |
HB150 |
- |
||||||||||||||||||
|
Приспособление |
Оборудование (наименование, модель) |
|||||||||||||||||||||
|
Токарный 1К62 |
||||||||||||||||||||||
|
3х кулачковый патрон |
- |
- |
Охлаждение |
|||||||||||||||||||
|
- |
- |
СОЖ |
||||||||||||||||||||
|
№ перехода |
Содержание перехода |
Инструмент (код и наименование) |
Расчет. размер, мм |
t, мм |
Режим обработки |
То, мин |
Тв, мин |
|||||||||||||||
|
вспомога- тельный |
режущий |
измери- тельный |
диаметр, ширина |
длина |
S, мм/об |
n, об/мин |
V, м/мин |
|||||||||||||||
|
1 |
Установить и снять деталь |
1,2 |
||||||||||||||||||||
|
2 |
Подрезать торец пов. 1 |
Резец проход. Т15К6 φ=450 |
Шаблон 163-0,5 |
32 |
16,5 |
1 |
0,25 |
2000 |
190 |
0,03 |
0,8 |
|||||||||||
|
3 |
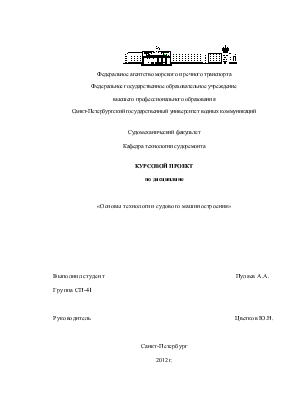
Центровать торец пов. 2 |
Втулка переход. для сверла |
Сверло центр. Ø5 |
- |
5 |
10 |
2,5 |
0,2 |
2000 |
33 |
0,02 |
1,0 |
||||||||||
|
4 |
Контроль рабочего |
|||||||||||||||||||||
|
Технологический чертёж на отдельном листе |
Операционная карта механической обработки |
Вал концевой |
||||||||||||||||||||
|
Цех |
Участ. |
№ опер. |
Наименование операции |
|||||||||||||||||||
|
- |
- |
010 |
Токарная с ЧПУ |
|||||||||||||||||||
|
Наименование и марка материала |
Масса детали |
Заготовка |
||||||||||||||||||||
|
Профиль и размеры |
Твердость |
Масса |
||||||||||||||||||||
|
Сталь 35 |
- |
Штамповка |
HB150 |
- |
||||||||||||||||||
|
Приспособление |
Оборудование (наименование, модель) |
|||||||||||||||||||||
|
Токарный 1К20 Ø3С5 Устр. ЧПУ Н22 – 1М |
||||||||||||||||||||||
|
Зажимное специальное |
- |
- |
Охлаждение |
|||||||||||||||||||
|
- |
- |
СОЖ |
||||||||||||||||||||
|
№ перехода |
Содержание перехода |
Инструмент (код и наименование) |
Расчет. размер, мм |
t, мм |
Режим обработки |
То, мин |
Тв, мин |
|||||||||||||||
|
вспомога- тельный |
режущий |
измери- тельный |
диаметр, ширина |
длина |
S, мм/об |
n, об/мин |
V, м/мин |
|||||||||||||||
|
1 |
Установить и снять деталь |
1,2 |
||||||||||||||||||||
|
2 |
Точить пов. 10 – 1 по программе с образованием торцовых поверхностей |
Резец проход. Т15К6 φ=900 |
2,5 |
0,5 |
Регул. |
146 |
||||||||||||||||
|
(пов. 10 |
27 |
24 |
1600 |
0,02 |
||||||||||||||||||
|
8 |
33 |
45 |
1600 |
0,06 |
||||||||||||||||||
|
6 |
41 |
25 |
1250 |
0,05 |
||||||||||||||||||
|
4 |
51 |
70 |
1000 |
0,14 |
||||||||||||||||||
|
2) |
71 |
5 |
630 |
0,02 |
||||||||||||||||||
|
3 |
Контроль ОТК |
Контроль настройки станка для периодического контроля качества обработки и при необходимости внесения корректив в управляющую программу |
||||||||||||||||||||
|
|
Операционная карта механической обработки |
Вал концевой |
||||||||||||||||||||
|
Цех |
Участ. |
№ опер. |
Наименование операции |
|||||||||||||||||||
|
- |
- |
015 |
Токарная с ЧПУ |
|||||||||||||||||||
|
Наименование и марка материала |
Масса детали |
Заготовка |
||||||||||||||||||||
|
Профиль и размеры |
Твердость |
Масса |
||||||||||||||||||||
|
Сталь 35 |
- |
Штамповка |
HB150 |
- |
||||||||||||||||||
|
Приспособление |
Оборудование (наименование, модель) |
|||||||||||||||||||||
|
Токарный с ЧПУ 1К20 Ø3С5 |
||||||||||||||||||||||
|
Зажимное специальное |
- |
- |
Охлаждение |
|||||||||||||||||||
|
- |
- |
СОЖ |
||||||||||||||||||||
|
№ перехода |
Содержание перехода |
Инструмент (код и наименование) |
Расчет. размер, мм |
t, мм |
Режим обработки |
То, мин |
Тв, мин |
|||||||||||||||
|
вспомога- тельный |
режущий |
измери- тельный |
диаметр, ширина |
длина |
S, мм/об |
n, об/мин |
V, м/мин |
|||||||||||||||
|
1 |
Установить и снять деталь |
1,2 |
||||||||||||||||||||
|
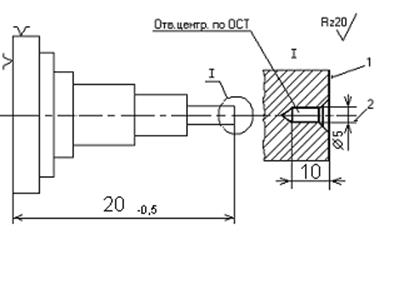
2 |
Точить пов. 1 и 2 по программе |
Державка |
Резец проход. Т15К6 φ=450 |
|||||||||||||||||||
|
пов. 1 |
138 |
34 |
2,5 |
1,5 |
200 |
83 |
0,11 |
|||||||||||||||
|
пов. 2 |
138-0 |
64,5 |
2,0 |
1,5 |
200 (регул.) |
83 |
0,22 |
|||||||||||||||
|
3 |
Контроль ОТК |
Контроль настройки станка для периодического контроля качества обработки и при необходимости внесения корректив в управляющую программу |
||||||||||||||||||||
|
Операционная карта механической обработки |
Вал концевой |
|||||||||||||||||||||
|
Цех |
Участ. |
№ опер. |
Наименование операции |
|||||||||||||||||||
|
- |
- |
020 |
Термическая |
|||||||||||||||||||
|
Наименование и марка материала |
Масса детали |
Заготовка |
||||||||||||||||||||
|
Профиль и размеры |
Твердость |
Масса |
||||||||||||||||||||
|
Сталь 35 |
- |
Штамповка |
HB150 |
- |
||||||||||||||||||
|
Приспособление |
Оборудование (наименование, модель) |
|||||||||||||||||||||
|
Термическое |
||||||||||||||||||||||
|
- |
- |
Охлаждение |
||||||||||||||||||||
|
- |
- |
- |
||||||||||||||||||||
|
№ перехода |
Содержание перехода |
Инструмент (код и наименование) |
Расчет. размер, мм |
t, мм |
Режим обработки |
То, мин |
Тв, мин |
|||||||||||||||
|
вспомога- тельный |
режущий |
измери- тельный |
диаметр, ширина |
длина |
S, мм/об |
n, об/мин |
V, м/мин |
|||||||||||||||
|
Отжиг для снятия внутренних напряжений, устранения напряжений в поверхностном слое и улучшения обрабатываемости резанием по технологии отдела главного металлурга |
||||||||||||||||||||||
|
Технологический чертёж на отдельном листе |
Операционная карта механической обработки |
Вал концевой |
|||||||||||||||||||
|
Цех |
Участ. |
№ опер. |
Наименование операции |
||||||||||||||||||
|
- |
- |
025 |
Токарная |
||||||||||||||||||
|
Наименование и марка материала |
Масса детали |
Заготовка |
|||||||||||||||||||
|
Профиль и размеры |
Твердость |
Масса |
|||||||||||||||||||
|
Сталь 35 |
- |
По тех. проц. |
HB150 |
- |
|||||||||||||||||
|
Приспособление |
Оборудование (наименование, модель) |
||||||||||||||||||||
|
3-х кулачковый патрон |
Токарный 1К62 |
||||||||||||||||||||
|
- |
- |
Охлаждение |
|||||||||||||||||||
|
- |
- |
СОЖ |
|||||||||||||||||||
|
№ перехода |
Содержание перехода |
Инструмент (код и наименование) |
Расчет. размер, мм |
t, мм |
Режим обработки |
То, мин |
Тв, мин |
||||||||||||||
|
вспомога- тельный |
режущий |
измери- тельный |
диаметр, ширина |
длина |
S, мм/об |
n, об/мин |
V, м/мин |
||||||||||||||
|
1 |
Установить и снять деталь |
1,2 |
|||||||||||||||||||
|
2 |
Сверлить отв. пов. 6 |
Сверло 15 Р9 |
15 |
38 |
7,5 |
0,26 |
710 |
36 |
0,21 |
0,8 |
|||||||||||
|
3 |
Расточить пов. 2 |
Резец расточ. Т15К6 φ=450 |
Штанген - циркуль |
49,5 |
20 |
2,5 |
0,5 |
1000 |
146 |
0,001 |
1,0 |
||||||||||
|
4 |
Расточить канавку пов. 5 |
Резец раст. канавоч. |
Шаблон |
50,5 |
0,5 |
- |
0,5 |
1000 |
146 |
0,001 |
0,98 |
||||||||||
|
5 |
Расточить фаску пов. 3 |
Шаблон 1х450 |
500 |
0,88 |
|||||||||||||||||
|
6 |
Точить пов. 4 |
136 |
31 |
1 |
1,45 |
250 |
84 |
0,8 |
0,09 |
||||||||||||
|
7 |
Подрезать торец пов. 1 |
Резец прохон. |
Штанген. 0-25 |
138 |
45 |
1 |
1,5 |
250 |
86 |
0,12 |
1,43 |
||||||||||
|
8 |
Контроль рабочего |
||||||||||||||||||||
|
Технологический чертёж на отдельном листе |
Операционная карта механической обработки |
Вал концевой |
||||||||||||||||||||
|
Цех |
Участ. |
№ опер. |
Наименование операции |
|||||||||||||||||||
|
- |
- |
030 |
Токарная |
|||||||||||||||||||
|
Наименование и марка материала |
Масса детали |
Заготовка |
||||||||||||||||||||
|
Профиль и размеры |
Твердость |
Масса |
||||||||||||||||||||
|
Сталь 35 |
- |
- |
HB150 |
- |
||||||||||||||||||
|
Приспособление |
Оборудование (наименование, модель) |
|||||||||||||||||||||
|
специальное |
Токарный 1К62 |
|||||||||||||||||||||
|
Центр вращающийся |
- |
- |
Охлаждение |
|||||||||||||||||||
|
- |
- |
СОЖ |
||||||||||||||||||||
|
№ перехода |
Содержание перехода |
Инструмент (код и наименование) |
Расчет. размер, мм |
t, мм |
Режим обработки |
То, мин |
Тв, мин |
|||||||||||||||
|
вспомога- тельный |
режущий |
измери- тельный |
диаметр, ширина |
длина |
S, мм/об |
n, об/мин |
V, м/мин |
|||||||||||||||
|
1 |
Установить и снять деталь |
1,2 |
||||||||||||||||||||
|
2 |
Точить пов. 2 |
Резец проход. Т15К6 φ=900 |
Штангенциркуль |
69 |
5 |
1,00 |
0,70 |
630 |
120 |
0,01 |
0,8 |
|||||||||||
|
3 |
Подрезать торец пов.1 |
Резец проход. Т15К6 φ=900 |
Штангенциркуль |
136 |
30 |
1,00 |
1,51 |
200 |
83 |
0,1 |
0,98 |
|||||||||||
|
4 |
Точить пов. 4 с образованием торца пов. 3 |
Резец проход. Т15К6 φ=900 |
Штангенциркуль Скоба 49h11 |
49 |
70 |
1,00 |
0,50 |
1000 |
146 |
0,14 |
0,98 |
|||||||||||
|
5 |
Прорезать три канавки пов. 5,7,9 |
Резец канавочный специальный Р9 |
Шаблон канавочный Штангенциркуль |
3 |
- |
ручн. |
1600 |
223 |
1,01 |
0,9 |
||||||||||||
|
6 |
Точить пов. 10 |
Резец проход. Т15К6 φ=450 |
Скоба 25,5h11 |
25,5 |
25 |
0,75 |
0,21 |
2000 |
195 |
0,06 |
1,2 |
|||||||||||
|
7 |
Точить пов. 8 |
Резец проход. Т15К6 φ=450 |
Скоба 31,5h11 |
31,5 |
45 |
0,75 |
0,26 |
2000 |
180 |
0,09 |
1,05 |
|||||||||||
|
8 |
Точить пов. 6 |
Резец проход. Т15К6 φ=450 |
Скоба 39,5h11 |
39,5 |
25 |
0,75 |
0,35 |
1600 |
160 |
0,05 |
1,1 |
|||||||||||
|
9 |
Точить три фаски пов. 11,12,13 |
Резец проход. Т15К6 φ=450 |
Шаблон 1х450 |
1 |
- |
ручн. |
2000 |
1,5 |
||||||||||||||
|
10 |
Контроль ОТК |
|||||||||||||||||||||
|
Операционная карта механической обработки |
Вал концевой |
|||||||||||||||||||||
|
Цех |
Участ. |
№ опер. |
Наименование операции |
|||||||||||||||||||
|
- |
- |
035 |
Химико - термическая |
|||||||||||||||||||
|
Наименование и марка материала |
Масса детали |
Заготовка |
||||||||||||||||||||
|
Профиль и размеры |
Твердость |
Масса |
||||||||||||||||||||
|
Сталь 35 |
- |
- |
HB150 |
- |
||||||||||||||||||
|
Приспособление |
Оборудование (наименование, модель) |
|||||||||||||||||||||
|
Печи для цементации и закалки |
||||||||||||||||||||||
|
- |
- |
Охлаждение |
||||||||||||||||||||
|
- |
- |
- |
||||||||||||||||||||
|
№ перехода |
Содержание перехода |
Инструмент (код и наименование) |
Расчет. размер, мм |
t, мм |
Режим обработки |
То, мин |
Тв, мин |
|||||||||||||||
|
вспомога- тельный |
режущий |
измери- тельный |
диаметр, ширина |
длина |
S, мм/об |
n, об/мин |
V, м/мин |
|||||||||||||||
|
Химико – термическая обработка по технологии отдела главного | ||||||||||||||||||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.