

















CАНКТ – ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ВОДНЫХ КОММУНИКАЦИЙ
Кафедра Технологии судоремонта
КУРСОВОЙ ПРОЕКТ
по дисциплине «Основы технологии изготовления, монтажа и испытаний судовых энергетических установок»
Вариант 4
Выполнил: студент группы СП-41
Пуляев А.А.
Проверил: профессор, к.т.н., доцент
Журавлёв В.П.
Санкт-Петербург
2013г.
Содержание
I.Правка заготовок судовых валов………………………..……………..…..….3
II.Сборка неподвижных соединений тепловым способом……………...…….6
III.Монтажные цепи……………………………………………………………..9
IV.Сборочные единицы крепления судовых ДВС…………................………11
V. Допуски на центровку ДВС……………………………………..……...…..16
VI.Типовые технологические процессы монтажа судового механического оборудования……………………………………………………………………20
VII. Графическая часть работы…………………………………….…………..22
Список источников………………...……………………………………………23
I.Правка заготовок судовых валов
Исходные данные. Вариант №4:
Наружный диаметр полностью обработанных валов D1=0.250 м
Размер вала а=4 м
Размер вала b=7 м
Длина вала L=11 м
Правка производится после операции: поставка заготовки. Из-за больших размеров массы заготовки трудно добиться прямолинейности ее оси, для исправления данного дефекта используется операция правка. Механическая правка возможно только заготовок после отпуска, который производится на металлургическом заводе, т.к. на судоремонтном/судостроительном заводе печи таких размеров не предусмотрены.
Биение вала не должно быть больше 40% припуска на механическую обработку вала.
Допуск прямолинейности на 1 метр длины вала при отношении длины к диаметру L/D=43.5 должно быть 0.5мм.
Припуск на диаметр и на механическую обработку заготовки вала. L=11м, D1=0.250мм
|
Общий припуск, мм |
На черновую обработку, мм |
На получистовую обработку, мм |
На чистовую обработку, мм |
|
20 |
15 |
4 |
1 |
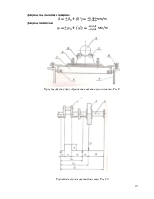
Стенд для правки валов. Рис.1
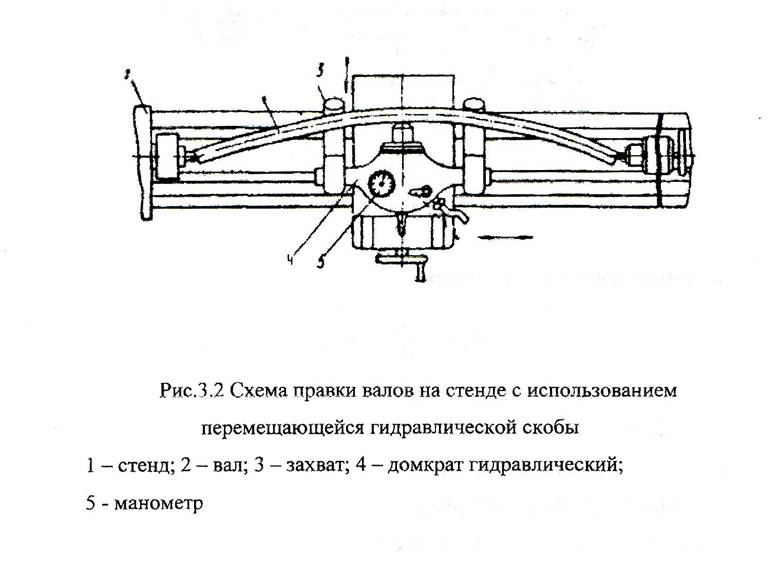
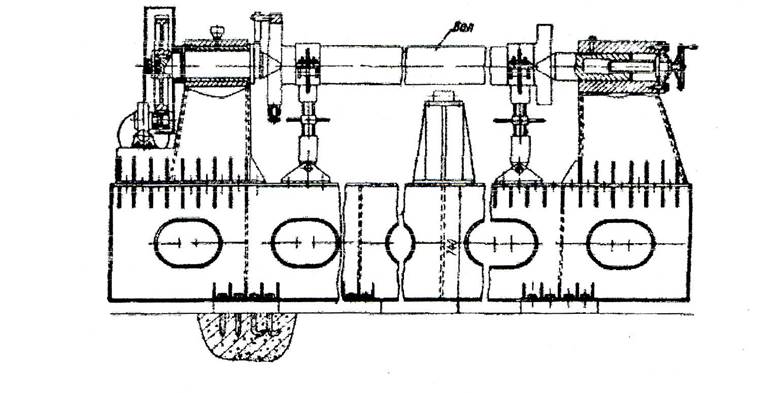
Схема правки валов на стенде с использованием перемещающейся гидравлической скобы. Рис.2
Принимаем диаметр вала больше на величину припуска на механическую обработку.
D=0.270м
Момент сопротивления сплошного вала.
![]()
Усилие, которое необходимо приложить в заданной точке.
![]()
Изгибающий момент
![]()
Условия прочности
![]()
Допускаемое напряжение изгиба
![]()
Условие соблюдено
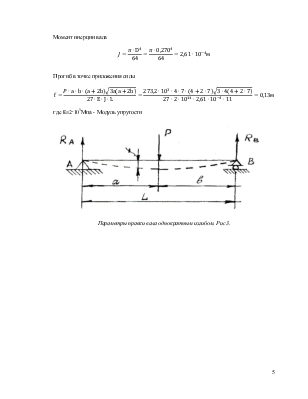
Момент инерции вала
![]()
Прогиб в точке приложения силы

где E=2·105Мпа - Модуль упругости
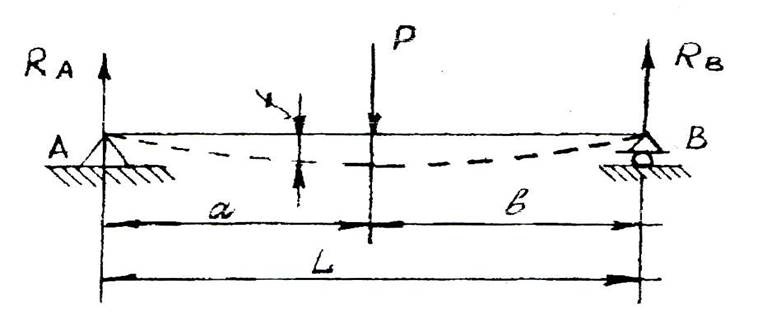
Параметры правки вала однократным изгибом. Рис 3.
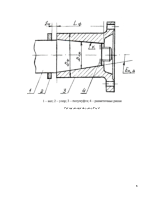
II.Сборка неподвижных соединений тепловым способом
Исходные данные. Вариант №4:
Крутящий момент на валу. Мкр=130·103 Н·м.
Средний диаметр конуса вала Dср=0.16м
Длина сопрягаемых поверхностей, Lф=0.23 м
Наружный диаметр ступицы полумуфты Dн=0.78м
Конусность соединения К=1:50
Контактное давление в конических соединениях валов и муфт для передачи крутящего момента.

где:
![]() =0.15 - коэффициент
трения при круговом смещении
=0.15 - коэффициент
трения при круговом смещении
Kz=3 - коэффициент запаса несущей способности соединения по трению относительно крутящего момента
![]() МПа-напряжение
кручения
МПа-напряжение
кручения
![]() Н·м -
полярный момент сопротивления
Н·м -
полярный момент сопротивления
Диаметр натяга:
 м
м
Где E1=E2=2·105МПа-модули упругости.
С1=1-µ1=0.7 -коэффициент жесткости вала
µ1=0.3-коэффициент поперечного сжатия вала.
 коэффициент жесткости полумуфты
коэффициент жесткости полумуфты
µ2=0.3- коэффициент поперечного сжатия полумуфты
Диаметральный зазор, необходимый для сборки соединения.
![]() м
м
Расчетная температура нагрева
 oC
oC
t=200C-температура окружающей среды.
α=12·10-6 0C –коэффициент температурного расширения.
Расстояние на котором должен быть установлен упор

Технологическая инструкция сборки полумуфты
|
№ |
Наименование и содержание операции |
Технологические требования |
Оборудование, приспособления. |
|
1 |
Обезжиривание |
Промыть посадочные поверхности ступицы полумуфты и вала уайт-спиритом и тщательно протереть досуха |
Уайт-спирит, чистая ветошь. |
|
2 |
Установка |
Установить на конус вала полумуфту до плотного прилегания сопрягаемых конических поверхностей. Плотность прилегания поверхностей проверить щупом, при этом пластина толщиной 0,03мм не должна проходить со стороны большого и малого диаметров конусов вала. |
Щуп с пластиной 0.03мм |
|
3 |
Закрепление упора |
Закрепить на шейке вала упор, фиксирующий положение полумуфты при окончательной сборки соединения. Расстояние между упором и торцом полумуфты должно соответствовать 12мм |
Линейка |
|
4 |
Нагрев |
Снять полумуфту с вала и нагреть до температуры 374,1 0С. |
Гибкие электронагревательные ленты, нагревательные пояса, печь по ГОСТ 13474-70 и ГОСТ 17658-72. Термометр ГОСТ 283-73, термощуп ГОСТ 8711-60, термопара ТХК ГОСТ 6616-74 |
|
5 |
Посадка |
Установить на конус вала до упора нагретую полумуфту, совмещая метки на торцевых фланцах вала, охладить до температуры окружающей среды. |
Вода или охлаждающий воздух |
|
6 |
Контровка |
Навернуть на хвостик вала концевую гайку плотно к торцу полумуфты и застопорить |
Гайка под размер вала |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.