Приєднання до сталевих газопроводів високого і середнього тиску без зниження тиску. Існують різні пристосування, що дозволяють здійснювати приєднання до діючих газопроводів без зниження тиску. Одне з таких пристосуванні (апарат) з клапаном конструкції З. Я. Новака показане на рисунку 2.1.
|
|
Рисунок 2.1. Апарат конструкції З.Я. Новака
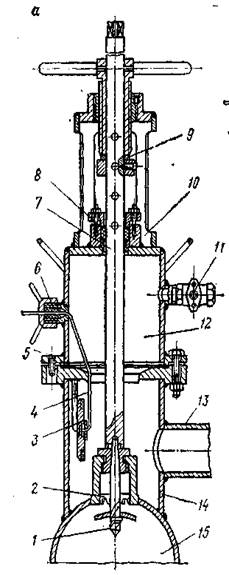
Приєднання відгалуження за допомогою такого пристосування проводять таким чином. До діючого газопроводу 15 приварюють наперед виготовлений перехідній патрубок або трійник 14 і за допомогою електрозварювання сполучають його з пристроєм 13, що підключається. Па фланець патрубка встановлюють апарат 12 і закріплюють його болтами. Пробним рухом троса 4 перевіряють відкриття і закриття клапана 3, після чого відкрите положення клапана з натягнутим тросом фіксується затягуванням сальника 6. Обережним опусканням {до упора) і підйомом валу проводять перевірку ходу фрези 2. Свердлення і вирізку діючого газопроводу проводять обертанням валу 7 за допомогою тріскачки (або механічного дроту). Подача ріжучого інструменту проводиться суппортной втулкою 9. Свердлення проводять для того, щоб закріпити вирізувану стінку (круг) на свердлі. 1, Після закінчення вирізки стінки газопроводу вал апарату піднімають вверх до упора і закріплюють наполегливим болтом. За допомогою троса клапан закривають, а кран 11 для скидання газу відкривають. Апарат знімають, а на фланець патрубка встановлюють заглушку 16, яку потім обварюють електрозварюванням. Потім перевіряють густину зварних з'єднань, а вузол приєднання ізолюють.
При такому способі приєднання глибина заставляння приєднуваного газопроводу зменшується на 20—25 см в порівнянні з діючим. В горизонтальному положенні виконувати приєднання украй незручно.
Дещо відмінну конструкцію апарату запропонував М. А. Баринов (дивись аркуш 2 графічної частини).
В ньому фреза використовується однократно. Після того, що врізав отвору фрезу за допомогою різьблення (на штоку) і м'якого ущільнення щільно прикручують до фланця, повністю виключаючи прохід газу. Після цього шток обрізують, а па фланець намотують заглушку і обварюють.
Апарат конструкції ТАК. Л. Баринова влаштований таким чином, що при обертанні забезпечується (через редуктор) поступальний рух фрези без додаткових нажимних пристроїв. При цьому фреза за один оберт має постійний крок поступального руху вперед. Одночасно фіксується глибина занурення фрези
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.