









движение формообразования, движение скорости резания (т.к. на него затрачивается большая мощности), необходимое для получения образующей линии – настраивается скорость, направление;
Фs(П2) – движение формообразования, движение подачи, необходимое для получения направляющей линии – настраивается скорость, направление, путь, конечная точка;
Уст(П3) – настройка глубины фрезерования – настраивается путь, конечная точка;
Уст(П4) – настройка ширины фрезерования – настраивается путь, конечная точка;
Всп(П2) – для быстрого подвода фрезы – настраивается путь, конечная точка ;
Всп(П3) – для быстрого подвода стола – настраивается путь, конечная точка;
Всп(П4) – для быстрого подвода стола – настраивается путь, конечная точка;
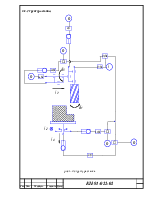
 4.2. Структура станка:
4.2. Структура станка:
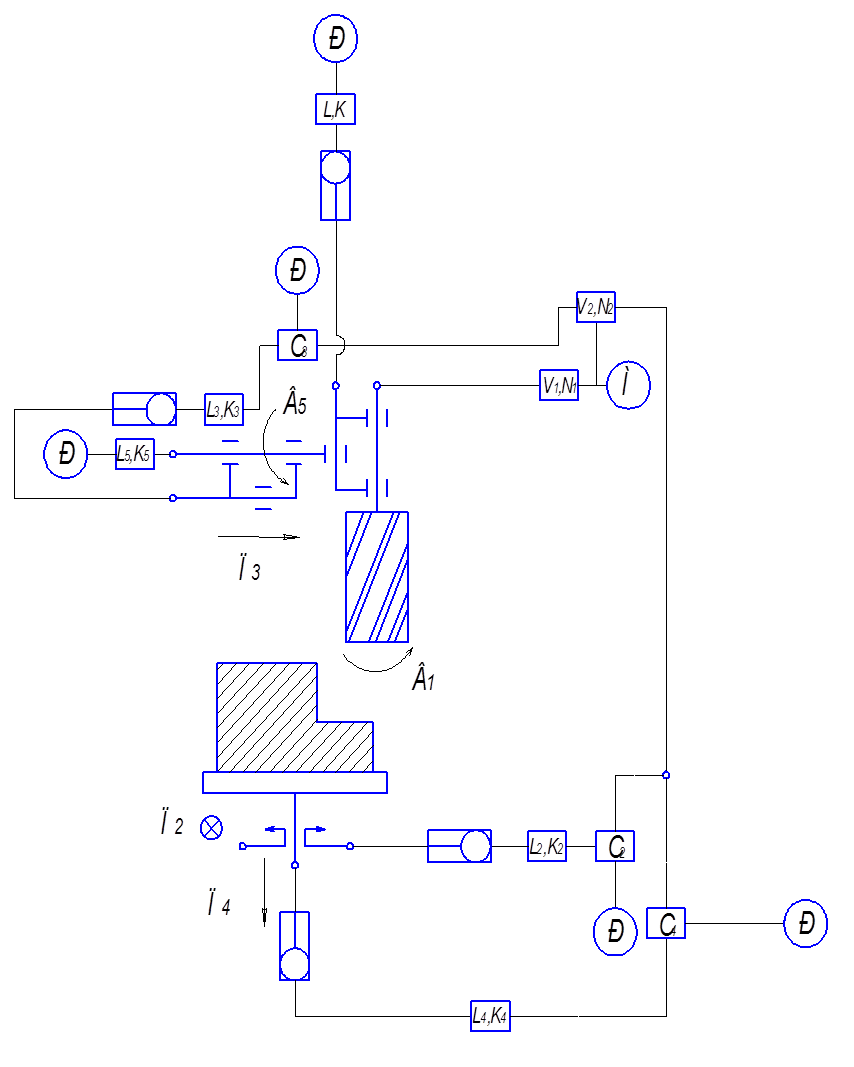
рис.4.2. структура станка
5. Настройка станка:
Движение формообразования Фv(В2)
Движение является простым, путь и конечная точка не настраивается, так как траектория движения замкнута.
Скорость движения V1. Скорость движения задается скоростью резания V, м/мин. Согласно размерности скорости условие РКЦ выражается зависимостью
nдв, об/мин ® nф,
об/мин; 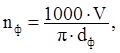
где nф и dф – частота вращения и наружный диаметр фрезы.
Уравнение кинематического баланса:
![]()
где ![]() – передаточное отношение органа настройки
скорости,
– передаточное отношение органа настройки
скорости,
![]() – постоянное придаточное отношение кинематической
цепи.
– постоянное придаточное отношение кинематической
цепи.
Частота вращения ![]() =712 об/мин, примем
=712 об/мин, примем ![]() = 820 об/мин ближайшая скорость вращения
в графике частоты вращения.
= 820 об/мин ближайшая скорость вращения
в графике частоты вращения.
Для станка эти зависимости из графика частоты вращения принимают вид (рис. 4.1.):
 =820об/мин,
=820об/мин,
с учетом упругости скольжения ремня.
![]() От электродвигателя
От электродвигателя ![]() об/мин через клиноременную передачу 85—170 приводится
в движение вал /.
об/мин через клиноременную передачу 85—170 приводится
в движение вал /.
При положении блока Б1 в правом направлении вал // приводится в движение через шестерни 22—35. От вала // вращение сообщается валу /// через шестерни 39—25.
Левый венец блока Б3 находится в постоянном зацеплении с широкой шестерней 38, сидящей на валу /V свободно. Эта шестерня зацеплена с зубчатым колесом 54, жестко закрепленным валу V . Движение вертикальному шпинделю передается через коническую передачу 39—23, вал VIи пару шестерен 29—35.
Направление движения N1.
Направление исполнительного движения Фv(В1) изменяется при помощи изменения вращения электродвигателя.
Движение формообразования Фs(П2)
Движение подачи является простым, настраивается скорость, направление, путь и конечная точка.
 Скорость движения V2. Скорость движения задается величиной подачи – S, мм/мин. С учетом размерности скорости записывается условие
настройки РКЦ, уравнение баланса этой цепи и выводится расчетная формула:
Скорость движения V2. Скорость движения задается величиной подачи – S, мм/мин. С учетом размерности скорости записывается условие
настройки РКЦ, уравнение баланса этой цепи и выводится расчетная формула:
nдв, об/мин ® S, мм/мин;
Уравнение кинематического баланса:
![]()
где ![]() – передаточное отношение органа настройки
скорости,
– передаточное отношение органа настройки
скорости,
![]() – постоянное придаточное отношение кинематической
цепи.
– постоянное придаточное отношение кинематической
цепи.
Подача горизонтальная ![]() мм/мин,
примем
мм/мин,
примем ![]() мм/мин
- максимально возможная подача стола.
мм/мин
- максимально возможная подача стола.
Для станка эти зависимости из графика подачи принимают вид (рис. 4.1.):
 =280об/мин,
=280об/мин,
с учетом упругости скольжения ремня.
![]() От электродвигателя
От электродвигателя ![]() об/мин через клиноременную передачу 85—170 приводится в движение вал /.
От вала Iчерез
шестерни 21-53, вал VIIIи шестерни
18-37 приводится во, вращение вал IХ коробки подач. На валу IХ через подвижный блок Б5 шестерен 32 - 25, сообщающие валу Х
вращения.
об/мин через клиноременную передачу 85—170 приводится в движение вал /.
От вала Iчерез
шестерни 21-53, вал VIIIи шестерни
18-37 приводится во, вращение вал IХ коробки подач. На валу IХ через подвижный блок Б5 шестерен 32 - 25, сообщающие валу Х
вращения.
Благодаря наличию двойного подвижного блока шестерен Б6 через шестерни 39 – 25 валу ХIот вала Х вращения.
Продольная подача стола осуществляются от вала XI через цепную передачу 10—20, вал XII, коническую передачу 17—25 и вал XIII. От этого вала ходовой винт продольной подачи стола XV приводится в движение шестерни 20—23 и коническую передачу 14—24.
Направление движения N2.
Направление движения Фs(П2) изменяется при помощи муфты mi которая управляет реверсам движения подач стола в продольном направление.
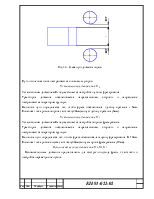
Путь L2. Путь данного исполнительного движения находится из зависимости
![]() ,
мм
,
мм
где l – ширина венца нарезаемого колеса, мм;
D1 и D2 – путь на врезание и выход фрезы (рис. 4.3.)
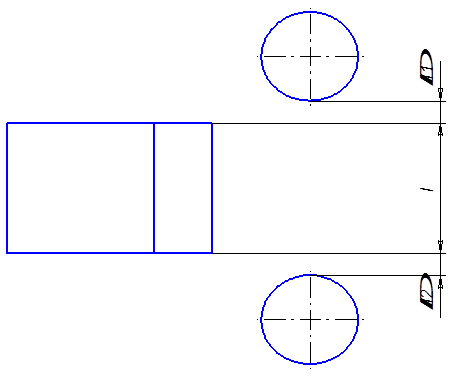
Рис. 4.3.. Схема пути движения подачи
Путь и конечная точка настраиваются с помощью упоров.
Установочное движение П3
Установочным движением П3 осуществляется настройка глубины фрезерования.
Траектория движения обеспечивается направляющими, скорость и направление настраиваются оператором вручную.
Величина пути определяется так, чтобы фреза обеспечивала глубину
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.