Выбранная пластина удовлетворяет требованиям прочности с большим запасом.
Теперь по [2] выберем опорный штырь, который будет выступать в качестве упорной поверхности:
Опора 7034-0327 ГОСТ 13441-68
Это штырь со сферической головкой, способный выдержать нагрузку до 5кН.
Выбранные стандартные опоры и пневмоцилиндр:
Шайба 7034-0573 ГОСТ 17778-72 - 3 шт.
Пластина 7034-0464 ГОСТ 4743-68 - 1 шт.
Опора 7034-0327 ГОСТ 13441-68 - 1 шт.
Пневмоцилиндр 1222-100 X 0050 ГОСТ 15608-81
Расчет приспособления на точность
Суммарная точность обработки заготовки с использованием технологической оснастки на заранее настроенном станке определяется по формуле:
![]() , где
, где
ΔМ – мгновенное рассеивание размеров
ΔУ – погрешность установки
ΔН – погрешность настройки
Погрешность настройки определяется следующим образом:
![]() , где
, где
Δсмещ – погрешность регулировки. Определяется экспериментально.
Δрег – погрешность регулировки. Она равна цене деления регулировочных устройств.
Δизм – погрешность измерения. Она равна цене деления измерительных устройств.
На этапе разработки Δсмещ нам не известно, поэтому его учитывать не будем. Погрешность, возникшая из-за этого, будет компенсирована тем, что мы оставим запас по точности.
Примем Δрег = Δизм = 0,01 мм. Тогда:
![]()
Погрешность установки определяется следующим образом:
ΔУ = Δб + Δзакр + Δпр, где
Δб – погрешность базирования. Так как в данном случае установочная база совпадает с измерительной, погрешность базирования равна нулю.
Δзакр – погрешность закрепления. Возникает в результате деформации заготовки под действием силы зажима. По схеме нагружения (рисунок 4) найдём деформацию заготовки:
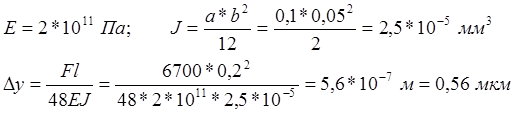
Столь малой величиной можно пренебречь.
Δпр – погрешность приспособления. Точность изготовления приспособления назначим ±0,01 мм, то есть допуск составит 0,02 мм.
Мгновенное рассеивание размеров нам не известно. Примем его равным среднему арифметическому погрешности установки и погрешности настройки. Тогда суммарная точность обработки заготовки будет равна:
![]()
Допуск на получаемый размер составляет 0,4 мм. Расчетная точность обработки на порядок выше требуемой. Поэтому, даже если на практике точность обработке ухудшится в несколько раз по причине износа установочных поверхностей, износа инструмента или других факторов, все равно будет достигнута требуемая точность обработки детали.
Расчет элемента приспособления на прочность
*** ЭТО НЕПРАВИЛЬНО!!! ШВЕЛЛЕРЫ БРАТЬ НЕДЬЗЯ!!! ***
Вертикальные элементы конструкции представляют собой Швеллер 5 ГОСТ 8240-56. Допустим, наша система имеет наихудший вариант нагружения, когда сила F = Q/2 приложена к наиболее удаленной от опоры точке.
Составим расчётную схему (рисунок 6а).
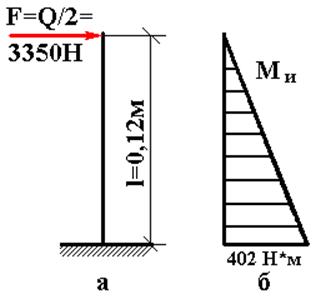
Рисунок 6
Изгибающий момент будет равен M = F * x, где х – расстояние от точки приложения силы до точки, в которой мы определяем изгибающий момент. Таким образом, изгибающий момент в опоре составит M = F * l = 3350 * 0,12 = 402 Н*м. Эпюра изгибающих моментов изображена на рисунке 6б.
Максимально допустимый изгибающий момент для данного швеллера определится по следующей формуле:
Mmax = [σ]*W
По справочнику [6] найдем значения [σ] и W:
[σ] = 160*106 Н/м2
W = 2,75*10-6 м3
Тогда максимально допустимый изгибающий момент будет равен:
Mmax = [σ]*W = 160*106 * 2,75*10-6 = 440 Н*м.
440 Н*м > 402 Н*м => выбранные швеллера обеспечивают необходимую прочность.
Список литературы:
1. Справочник технолога-машиностроителя под редакцией А.Г. Косиловой, т.2; М:, "Машиностроение", 1985г.
2. "Станочные приспособления" справочник в 2 томах под редакцией Б.Н. Вардашкина; М:, "Машиностроение", 1985г.
3. Ансеров М.А. "Приспособления для металлорежущих станков"; М:, "Машиностроение", 1966г.
4. Корсаков Б.С. "Основы конструирования приспособлений"; М:, "Машиностроение", 1983г.
5. Зикунов И.А. "Технологическая оснастка" Методические указания к выполнению курсового проекта; Новосибирский государственный технический университет, 2003г.
6. Улитин Н.С. "Сопротивление материалов"; М:, "Высшая школа", 1969г.
7. Палей М.А. "Допуски и посадки" справочник в 2 томах; Ленинград: "Политехника" 1991г.
8. Федоренко В.А., Шошин А.И. "Справочник по машиностроительному черчению"; Ленинград: "Машиностроение", 1978г.
9. Анурьев В.И. "Справочник конструктора-машиностроителя" т.3 М:, "Машиностроение", 1980г.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.