Рисунок 1. Заготовка: поковка.
Задача: подбор фрезы торцевой для обработки
поверхности заготовки из серого чугуна с ![]() после поковки до шероховатости
после поковки до шероховатости ![]() .
.
Ширина обрабатываемой поверхности ![]() мм.
Рекомендуемый диаметр фрезы
мм.
Рекомендуемый диаметр фрезы ![]() мм. Выбираем торцевую насадную фрезу со вставными ножами,
оснашёнными пластинами из твёрдого сплава (ГОСТ 9473-80) (табл. 94,
стр. 187 [2]). Так как по ГОСТ
нет фрезы с диаметром
мм. Выбираем торцевую насадную фрезу со вставными ножами,
оснашёнными пластинами из твёрдого сплава (ГОСТ 9473-80) (табл. 94,
стр. 187 [2]). Так как по ГОСТ
нет фрезы с диаметром ![]() мм, выбираем фрезу
с диаметром
мм, выбираем фрезу
с диаметром ![]() мм. Параметры фрезы (по ГОСТ): ширина
мм. Параметры фрезы (по ГОСТ): ширина ![]() мм,
диаметр отверстия
мм,
диаметр отверстия ![]() мм, число зубьев
мм, число зубьев ![]() . Выбираем рекомендуемые геометричечкие параметры [3]:
. Выбираем рекомендуемые геометричечкие параметры [3]: ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() .
.
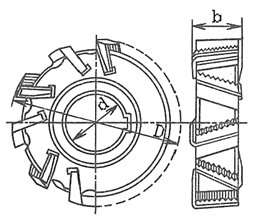
Рисунок 2. Фреза торцевая.
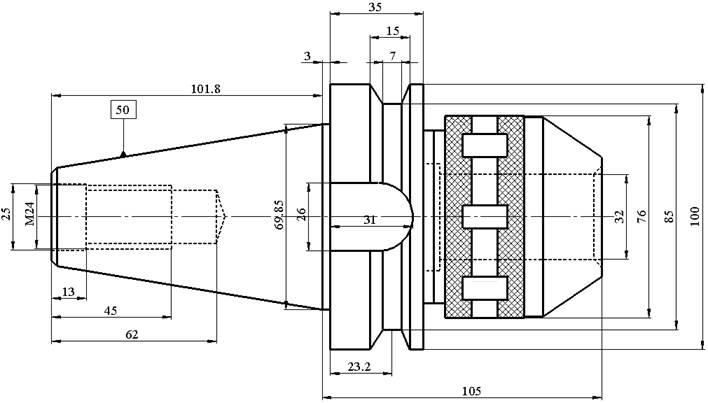
Рисунок 3. Патрон B250.4.50.105.32 с хвостовиком MAS 403 BT [4].
Расчётные формулы приведены с учётом внесистемных единиц измерения (мм, мин, кВт, МПа), поэтому перевод в систему СИ не требуется.
Припуск снимаем за один проход, поэтому его величина равна глубине
резания ![]() .
.
![]()
Выбор подачи на один зуб ![]() [3].
[3].
Скорость резания ![]() (стр. 282 [2]).
(стр. 282 [2]).

Выбор коэффициентов ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() и
и ![]() (табл. 39, стр. 288 [2]).
(табл. 39, стр. 288 [2]).
|
Материал режущей части. |
|
|
|
|
|
|
|
|
ВК6 |
445 |
0.2 |
0.15 |
0.35 |
0.2 |
0 |
0.3 |
Выбранный материал для пластин ВК6 является твёрдым сплавом.
Выбор периода стойкости ![]() (табл. 40, стр. 290 [2]) в
зависимости от диаметра фрезы.
(табл. 40, стр. 290 [2]) в
зависимости от диаметра фрезы.
![]()
Общий поправочный коэффициент на скорость резания,
учитывающий фактические условия резания ![]() (стр. 282 [2]).
(стр. 282 [2]).
![]()
![]() - коэффициент на обрабатываемый материал.
- коэффициент на обрабатываемый материал.
![]() -
коэффициент, учитывающий влияние состояния поверхности
заготовки.
-
коэффициент, учитывающий влияние состояния поверхности
заготовки.
![]() -
коэффициент на инструментальный материал.
-
коэффициент на инструментальный материал.
Для серого чугуна ![]() (табл. 1, стр. 261 [2]), где
(табл. 1, стр. 261 [2]), где ![]() –
коэффицент, характеризующий группу чугуна по обрабатываемости.
–
коэффицент, характеризующий группу чугуна по обрабатываемости. ![]() для обрабатываемого серого чугуна инструментом из твёрдого сплава
ВК6 (табл. 2, стр. 262 [2]).
для обрабатываемого серого чугуна инструментом из твёрдого сплава
ВК6 (табл. 2, стр. 262 [2]).

![]() для
поковок (табл. 5, стр. 263 [2]).
для
поковок (табл. 5, стр. 263 [2]).
![]() для обработки серых чугунов и режущей части инструментов из
твёрдого сплава ВК6 (табл. 6, стр. 263 [2]).
для обработки серых чугунов и режущей части инструментов из
твёрдого сплава ВК6 (табл. 6, стр. 263 [2]).
![]()

Число оборотов ![]() шпинделя.
шпинделя.

Минутная подача ![]() (стр.
282 [2]).
(стр.
282 [2]).
![]()
Подача ![]() на один оборот
фрезы (стр. 282 [2]).
на один оборот
фрезы (стр. 282 [2]).
![]()
Окружная сила ![]() (стр. 282 [2]).
(стр. 282 [2]).

Значения коэффициентов и показателей степени в формуле окружной силы при фрезеровании (табл. 41, стр. 291 [2]).
|
|
|
|
|
|
|
|
54.5 |
0.9 |
0.74 |
1.0 |
1.0 |
0 |
Для серого чугуна ![]() - коэффициент,
учитывающий фактические условия обработки;
- коэффициент,
учитывающий фактические условия обработки; ![]() для
режущих частей фрез из твёрдого сплава (табл. 9, стр. 264 [2]).
для
режущих частей фрез из твёрдого сплава (табл. 9, стр. 264 [2]).


Крутящий момент ![]() (стр. 290 [2]).
(стр. 290 [2]).

Составляющие силы резания при симметричном фрезеровании (табл.
42, стр. 292 [2]): ![]() - горизонтальная,
- горизонтальная, ![]() – вертикальная,
– вертикальная, ![]() – радиальная,
– радиальная, ![]() – осевая.
– осевая. ![]() - составляющая, по которой рассчитывают оправку на изгиб (стр. 290 [2]).
- составляющая, по которой рассчитывают оправку на изгиб (стр. 290 [2]).
![]()
![]()
![]()
![]()

Эффективная мощность резания ![]() (стр. 290
[2]).
(стр. 290
[2]).

Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.