Зависимость скорости резания от стойкости. Если при определенном критерии износа скоростям V1 V2 V3 соответствуют стойкости T1 T2 T3 то существует следующая экспериментально полученная зависимость:
V1×T1M = V2×T2M=…..=const
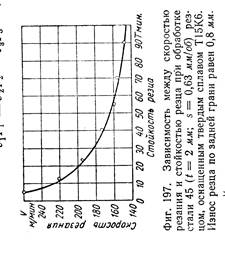
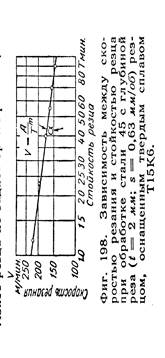
Или V=A/TM
где А зависит от обрабатываемого металла, глубины резания, подачи, качества инструментального материала, смазочно-охлаждающих жидкостей, геометрии инструмента, условий резания и пр.; М зависит от тех же факторов и характера затупления резца.
Под действием тепла , являющегося результатом работы деформаций обрабатываемого металла (пластических и упругих) и работы трения на передней и задней поверхностях резца изменяется состояние трущихся поверхностей, физико - механические свойства срезаемого слоя и материала резца, что, в свою очередь, оказывает воздействие на износ резцов.
При обработке сталей резцами из быстрорежущей стали без охлаждения износ резца происходит преимущественно по передней поверхности.
При обработке чугуна резцами из быстрорежущей стали износ происходит только по задней поверхности, на передней же поверхности образуются только следы соприкосновения со стружкой в виде отполированной поверхности, так как при обработке чугуна образуется .стружка надлома, которая почти не скользит по передней поверхности резца. По мере износа резца чистота обработанной поверхности ухудшается, поэтому при чистовой обработке деталей износ резца можно допускать только до 2 мм, так как при большем износе резко ухудшается чистота обработанной поверхности; при черновой обработке износ резца может допускаться до 4 мм. Больший, чем 4 мм, износ, как правило, приводит к резкому возрастанию сил резания и к нерациональному расходу инструментального материала вследствие большой скорости нарастания износа.

Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
