3. Расчетная работа
Определить оптимальные параметры сварки химического аппарата (табл.1, вариант 5)
Исходные данные:
d1 = 1100 мм;
d2 = 300 мм;
d3 = 500 мм;
d4 = 200 мм;
d5 = 325 мм;
d6 = 89 мм;
d7 = 102 мм;
l = 400 мм;
a = 500 мм;
b = 300 мм;
c = 200 мм;
e = 100 мм;
f = 100 мм;
k = 200 мм;
s = 3 мм.
1)Материал: Сталь 15 Углеродистая конструкционная, качественная машиностроительная качественная содержание углерода 0,10%
2) Учитывая единичный характер производства, толщину стенки аппарата – 3 мм, материал – нержавеющая сталь 15 целесообразно использовать ручную электродуговую сварку. Для получения равнопрочного сварочного соединения по отношению к основному металлу выбираем электроды марки ОЗЛ – 14.
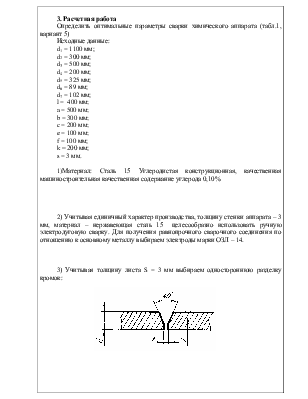
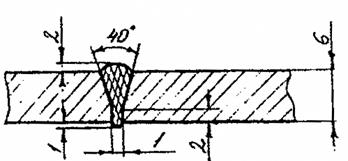
3) Учитывая толщину листа S = 3 мм выбираем одностороннюю разделку кромок:
В данной конструкции используются швы:
а) стыковые
 Обечайка
Обечайка
Верхний конус
Средний конус
Нижний конус

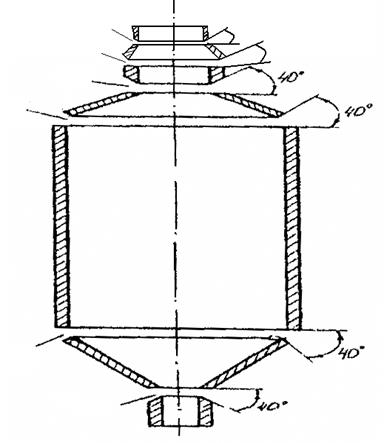
Патрубки ![]()
Ǿ 300 (верхний патрубок)
Ǿ 300 (средний патрубок)
Ǿ 600 (нижний патрубок)
Ǿ 89 (боковой патрубок)
Изготавливаются из стандартных электросварочных труб с соответствующей толщиной стенки: Ǿ300*6; Ǿ600*6; Ǿ89*3.
б) Угловые швы:

в) Угловые швы приварки фланцев:
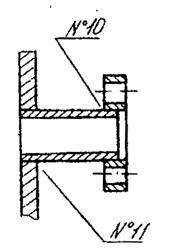
Катет шва «В» по минимальной толщине стыкуемых элементов.
3) Режимы сварки.
Для сварки конструкции будем использовать электроды Ǿ3 и Ǿ4 мм. Электродами Ǿ3 мм провариваются корни стыковых и угловых швов с разделкой, Ǿ4 мм перекрытие стыковых, угловых швов и приварка фланцев.
Учитывая то, что сварка аппарата производится на поворотном стенде, все швы можно выполнить в нижнем положении.
Для электродов марки ОЗЛ – 14 сварка ведется на постоянном токе обратной полярности («+» на электроде), сварочный ток можно определить по эмпермической формуле
![]()
Сварочный ток для электрода Ǿ3 мм –Iсв = 3*40 = 120 А, для электрода Ǿ4 мм - Iсв = 4*40=160 А.
Для выполнения сварочных работ подойдет любой дуговой выпрямитель с рабочим током выше 160 А, к примеру, ВД – 500.
4) Площади сечения швов:
Стыковые швы
Сечение шва можно разбить на простейшие фигуры:
сектор
 трапеция
трапеция
квадрат
Площадь квадрата Sкв=а2=1*1= 1 мм2
Площадь трапеции
h=4, d=1
b=2c+a; c=h*tg20o
 S=
S= ;
;
b=2*4*tg20o+1=3,9 мм
 мм2
мм2
Площадь сектора
h=2 мм; b=3,9 мм
n=40o



Угловые швы с разделкой.
Так как угол разделки шва 40о, то площадь сечения практически не будет отличаться
 от площади сечения стыковых швов.
от площади сечения стыковых швов.
Sугл.1сеч.шва![]() 29,9
мм2.
29,9
мм2.
Угловые швы приварки фланцев:
b=s=3 мм;
Для патрубка Ǿ89
b=s=3 мм
Длина швов:
Стыковых lстык=l№1+l№2+l№3+ l№4
l№1=400
l№2=
l№3=412 мм;
l№4 = 269 мм;
lстык=400+206+412+269=1287 мм.
Угловых с разделкой lугл.1=l№5+l№6+l№7+ l№8+l№9+ l№10
l№5=2![]() r =
2*3,14*100=628 мм;
r =
2*3,14*100=628 мм;
l№6=2*3,14*150=942 мм;
l№7=2*3,14*150=942 мм;
l№8=2*3,14*550=3454 мм;
l№9=2*3,14*550=3454 мм;
l№10=2*3,14*300=1884 мм.
lугл.1=628+942+942+3454+3454+1884=11304 мм.
Угловых швов приварки фланцев lугл.2=l№11+l№12
l№11=628 мм;
l№12=1884 мм.
lугл.2=628+1884=2512 мм.
lугл.3= l№13+l№14+l№15+ l№16+l№17+ l№18
l№13![]() l№14
=1020 мм;
l№14
=1020 мм;
l№15![]() l№16=320 мм;
l№16=320 мм;
l№17![]() l№18=279 мм.
l№18=279 мм.
lугл.3=1020+1020+320+320+279+279=3238 мм.
6) Объем направленного металла:
V=Vстык.сеч.шва+Vугл.1шв.+Vугл.2шв.+ Vугл.3шв.
Vстык.сеч.шва=Sстык.сеч.шв+lстык=29,9*1287=38481 мм3
Vугл.1шв=Sстык.сеч.шв+lугл1.=29,9*11304=337989 мм3
Vугл.2шв=Sстык.сеч.шв+lугл2.=29,9*2512=75108 мм3
Vугл.3шв=Sстык.сеч.шв+lугл.3=29,9*3238=96816 мм3
V=38481+337989+75108+96816=548394 мм3=548,394 см3
Масса направленного металла:
mн=V*![]() , где
, где ![]() =7,9
г/см3
=7,9
г/см3
mн=548,394*7,9=4332 г=4,332 кг.
7) Необходимое количество электродов: (по массе)
Учитывая то, что электрод расходуется на 80% и при сварке примерно 10% металла
Электрода теряется на угар и разбрызгивание, необходимое количество электродов:
mэл= mн*1,4 кг
mэл=6,06 кг.
8) При сварке нержавеющих сталей на постоянном токе затраты электроэнергии:
Nэл= mн*кпдсв.тр.
Кн=60 КВт*ч/кг
кпдсв.тр.(ВД500) = 0,83
Nэл=4,332*60/0,83=313 КВт*ч
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.