При натисканні на педаль важіль 18, вал 36 і коромисло 35 повернуться за годинниковою стрілкою, тяга 15, рухаючись вправо, поверне важіль 12 за годинниковою стрілкою і через ланку 10 лапка 1 підніметься.
З вузлом лапки кінематично зв'язаний пристрій для ослаблення натягу ниток голок і петельника при підйомі лапки.
Система мащення машини В машині застосована централізована система мащення під тиском від шестеренчастого насоса (способом розбризкування масла). В картер машини заливається масло, яке за допомогою насоса 13 (рис. 3.39) подається до деталей, що мають поверхні тертя. Насос 13 закріплюється в корпусі машини, на його ведучому валу кріпиться шків 11, який приводиться в рух приводним пасом головного валу машини.
Насос 13 складається із корпусу 11 (рис. 3.40), на який надівається гумове кільце 12 для ущільнення. Всередині корпусу 11 проходить вал 10, на який напресована ведуча шестерня 7. Ведома шестерня 14 напресована на вал 1. Ці дві шестерні обертаються всередині кільцевих порожнин фланця 6, що утворюють нагнітальну камеру. Нагнітальна камера відділена від всмоктувальної роздільним диском 5, в якому є отвори для валу 1 і валика шестерні 4. Шестерня 4 входить в зачеплення з шестернею 2, яка є ведучою.
Шестерні 4, 2 розміщені у фланці 18, порожнина якого є всмоктувальною камерою, що закривається зліва кришкою 16 і служать опорою для валу 1 і валика шестерні 4. В кришці 16 є штуцер 17 для всмоктування масла із порожнини фронтальної частини машини і отвір 3 для зливу цього масла в картер. Кришка 16, фланці 18, 6 і роздільний диск 5 прикріпляються до корпусу 11 чотирма гвинтами 15. Через нижній отвір 13 масло всмоктується із картера, а через канал 9 і отвір 8 шестерні 14, 7 нагнітається в систему мащення.
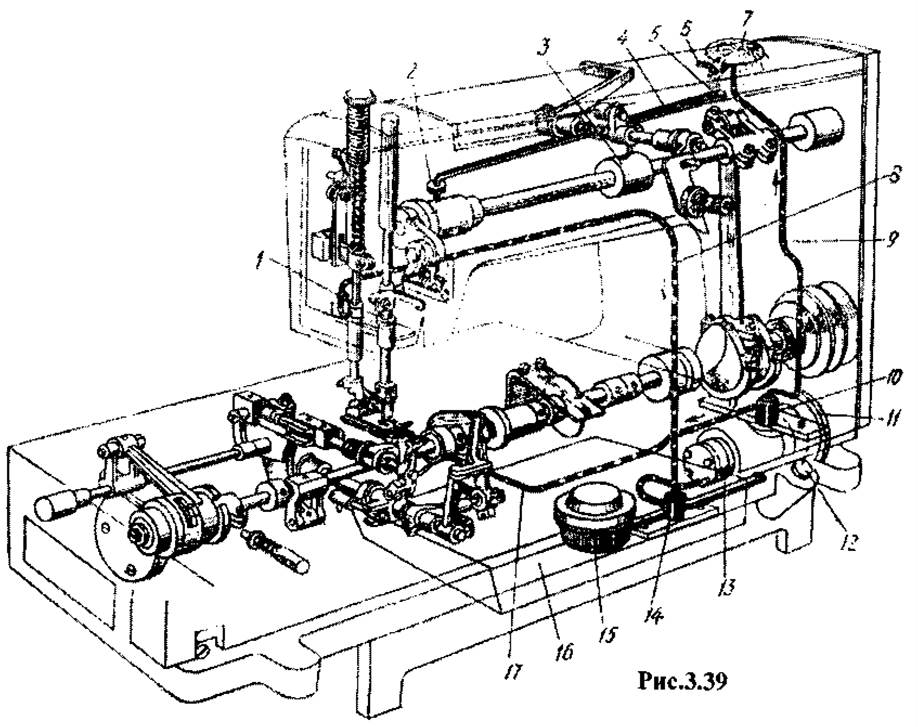
 Із насоса 13 (рис. 3.39) масло по
маслопроводу 9 під тиском подається під прозорий ковпачок 7. Маслопровід 9
закріплюється соплом, через яке масло б'є струменем і вдарившись об поверхню прозорого
ковпачка 7 розпилюється і змащує деталі головного валу і верхнього валу, розташованого в рукаві машини.
Із насоса 13 (рис. 3.39) масло по
маслопроводу 9 під тиском подається під прозорий ковпачок 7. Маслопровід 9
закріплюється соплом, через яке масло б'є струменем і вдарившись об поверхню прозорого
ковпачка 7 розпилюється і змащує деталі головного валу і верхнього валу, розташованого в рукаві машини.
Одночасно масло збирається в пластинчатому накопичувачі 6, через його дозувальний отвір капає в ложку-накопичувач 5 і по маслопроводу 4 поступає до опор 2, 3, потім до деталей у фронтальній частині машини. Надлишки масла стікають у внутрішню порожнину 1 і по маслопроводу 8 засмоктуються в піддон 16.
Масло із розподільника 10 подається до механізму переміщення матеріалів і механізму петельника. Надлишки масла із піддону 16 засмоктуються по маслопроводу 14 через фільтр 15.
Кількість масла в піддоні 16 контролюється за допомогою маслопокажчика 12. Рівень масла повинен знаходитись ближче до верхньої риски. За циркуляцією масла працюючий повинен стежити через прозорий ковпачок 7.
Через кожні три місяці роботи рекомендується повністю замінити мастило. Одночасно фільтр 15 і шестерні насоса 13 потрібно промити в бензині. В разі забруднення маслопроводів їх ретельно прочищають і промивають, особливо обережно поводячись із соплами.
Машина 85 класу потайного підшивального стібка складається з таких механізмів: механізм голки, механізм петельника, механізм переміщення матеріалу, механізм видавлювача, механізм лапок.
Механізм голки: головний вал 21(рис.3.41) машини обертається в двох втулках 20, кожна з яких закріплена упорним гвинтом в корпусі машини. На лівому кінці головного валу 21 установчим гвинтом 14 кріпиться сферичний ексцентрик 13, виготовлений разом з кривошипом – приводною лапкою механізму петельника.
На ексцентрик 13 надіта нижня роз'ємна головка шатуна 15, його верхня роз'ємна головка надіта на кульовий ексцентричний палець 18, закріплений стягуючим гвинтом 19 в коромислі 17. Між буртиком пальця 18 і коромислом 17 на палець 18 надіте фетрове кільце 16 для змащування пальця 18 разом з верхньою головкою шатуна 15. Коромисло 17 за допомогою штифта 22 закріплено на голковому валу 23. Вал 23 коливається в двох втулках 10,11, закріплених упорними гвинтами 9,12 в корпусі машини. На передньому кінці вала 23 стягуючим болтом 24 кріпиться голковод 8, знизу в його паз коротким жолобком догори встановлюється голка 5 та закріплюється притискним гвинтом 7 через пластину 6. Голка 5 переміщується в пазу 31 голкової пластини 25, яка прикріплена трьома притискними гвинтами 29,27,28 до корпусу машини. Знизу до голкової пластини 25 притискним гвинтом 3 прикріплюється лінійка-напрямляч 4, яка допомагає визначити ширину підгину низу виробу.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.