



Сем 7
Лек 4
Тема: Особливості конструкції та принцип роботи машин напівавтоматичної дії для повузлової обробки
Машини для виконання строчки із посадкою матеріалів. Щоб отримати невелику посадку на універсальній машині робітниця вручну направляє тканину під лапку машини і виконує обробку на пониженій частоті обертання головного валу. Якість посадки за таких умов залежить від навичок працюючого. Якщо ж необхідна посадка на більшу величину, то її виконують вручну із попереднім з'єднанням деталей. Матеріали зшивають, посадка при цьому фіксується строчкою, а нитки попереднього з'єднання видаляють. В цьому випадку якість посадки також залежить від кваліфікації та уважності працюючого. Необхідність усіх перерахованих вище прийомів відпадає при використанні спеціалізованих машин, які значно підвищують продуктивність праці та якість обробки.
Швейні машини для виконання шва із посадкою принципово відрізняються від звичайних зшивних машин тим, що в них використовується два рейкових механізми переміщення матеріалів:аіерхній та нижній, при чому один із них (частіше верхній), переміщує матеріал на більшу довжину стібка, ніж нижній і тим самим утворює посадку. З метою полегшення виконання посадки матеріалів між ними вводиться розділювальна пластина, яка зменшує тертя однієї тканини об іншу.
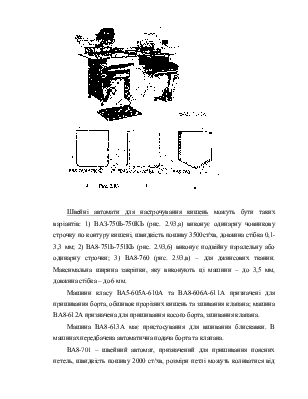
Машина 302 класу подольського механічного заводу призначена для вшивання рукавів у пройми легкого жіночого одягу однолінійною строчкою човникового стібка із посадкою верхнього матеріалу. Випускається ще два варіанти машини: 302-1 класу – для вшивання рукавів у пройми костюмів; 302-2 класу – для вшивання рукавів у пройми пальто. Частота обертання головного валу до 2000 хв., максимальна довжина стібка 3 мм в машині 302 класу, і 45 мм в машинах 302-1, 302-2 класу Товщина матеріалів в стиснутому стані під лапкою в машинах 302, 302-1 класу до 3 мм, в машині 302-2 класу до 5 мм. При довжині стібка 2,5 мм можна досягти 25%-ої посадки тканини рукава (кольорова схема, додаток 7).
Ці машини мають колонки висотою 30 мм, які розміщені на платформі, в деяких з'єднаннях механізмів застосовуються підшипники кочення, використовується більш досконала, ніж у інших машинах система мащення. Машини 302 класу. Мають: кривошипно-шатунний механізм голки; голковод переміщається в спрямовуючих нерухомої рамки; кулісно-стержньовий ниткопритягувач, рівномірно обертальний човник, забезпечений відводчиком; верхній та нижній рейковий механізми переміщення матеріалів; рухому лапку. В цих машинах немає пристрою для закріплення строчки.
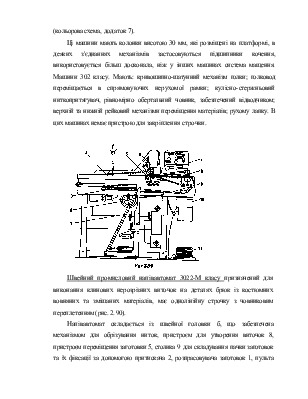
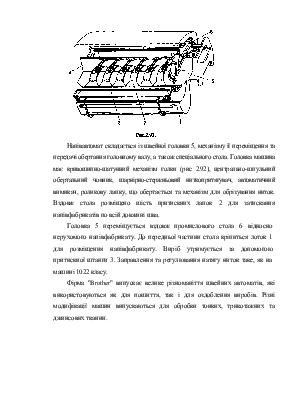
Швейний промисловий напівавтомат 3022-М класу призначений для виконання клинових нерозрізних виточок на деталях брюк із костюмних вовняних та змішаних матеріалів, має однолінійну строчку з човниковим переплетенням (рис. 2. 90).
Напівавтомат складається із швейної головки б, що забезпечена механізмом для обрізування ниток, пристроєм для утворення виточок 8, пристроєм переміщення заготовки 5, столика 9 для складування пачки заготовок та їх фіксації за допомогою притискача 2, розпрасовувача заготовок 1, пульта управління 7, виносної педалі 11, апаратури електроуправління 10 та пнемо-управління.
Механізм переміщення матеріалу в головці відсутній.
Будова механізмів голки, човника та лапки, заправлення ниток та їх регулювання такі, як у машині 1022-М класу.
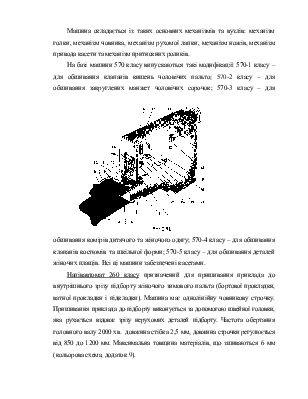
Швейна промислова машина 570 класу призначена для обшивання дрібних деталей складної криволінійної конфігурації: пальто, плащів, дитячого одягу, чоловічих сорочок однолінійною строчкою човникового переплетення (кольорова схема, додаток 8).
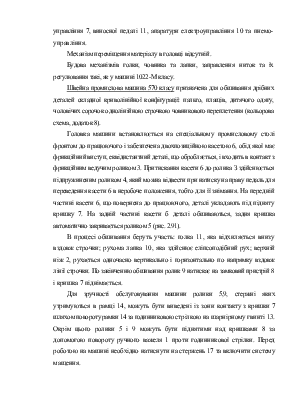
Головка машини встановлюється на спеціальному промисловому столі фронтом до працюючого і забезпечена двохпозиційною касетою 6, обід якої має фрикційний виступ, еквідистантний деталі, що обробляється, і входить в контакт з фрикційним ведучим роликом 3. Притискання касети 6 до ролика З здійснюється підпружиненим роликом 4, який можна відвести при натиску на праву педаль для переведення касети 6 в неробоче положення, тобто для її знімання. На передній частині касети 6, що повернена до працюючого, деталі укладають під підняту кришку 7. На задній частині касети б деталі обшиваються, задня кришка автоматично закривається роликом 5 (рис. 2.91).
В процесі обшивання беруть участь: голка 11, яка відхиляється внизу вздовж строчки; рухома лапка 10, яка здійснює еліпсоподібний рух; верхній ніж 2, рухається одночасно вертикально і горизонтально по напрямку вздовж лінії строчки. По закінченню обшивання ролик 9 натискає на замковий пристрій 8 і кришка 7 піднімається.
Для зручності обслуговування машини ролики 5,9, стержні яких утримуються в рамці 14, можуть бути виведені із зони контакту з кришки 7 шляхом повороту рамки 14 за годинниковою стрілкою на шарнірному гвинті 13. Окрім цього ролики 5 і 9 можуть бути піднятими над кришками 8 за допомогою повороту ручного важеля 1 проти годинникової стрілки. Перед роботою на машині необхідно натиснути на стержень 17 та включити систему мащення.
Машина складається із таких основних механізмів та вузлів: механізм голки, механізм човника, механізм рухомої лапки, механізм ножів, механізм привода касети та механізм притискних роликів.
|
|
На базі машини 570 класу випускаються такі модифікації: 570-1 класу – для обшивання клапанів кишень чоловічих пальто; 570-2 класу – для обшивання закруглених манжет чоловічих сорочок; 570-3 класу – для обшивання комірів дитячого та жіночого одягу; 570-4 класу – для обшивання клапанів костюмів та шкільної форми; 570-5 класу – для обшивання деталей жіночих плащів. Всі ці машини забезпечені касетами.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.