Сем 7
Лек 3.2
Тема: Принцип роботи петельних напівавтоматів ланцюжкового стібка. Характеристика механізмів та способи їх регулювання
в машині 62761-РЗ
В залежності від виду виробу, моделі, виду матеріалу, особливостей експлуатації виробів петлі виготовляють різної форми з різноманітними видами стібків, ширинами кромок, типами закріпок тощо. В залежності від властивостей матеріалу, на якому виметується петля, прорізування чи прорубування входу в петлю виконується до чи після обметування зрізів.
Зигзагоподібне утворення стібків в строчці, отримане на машинах-напівавтоматах досягається сполученням (поєднанням) горизонтальних переміщень голки впоперек строчки з переміщенням матеріалу вздовж або впоперек зрізів петлі. На легкому одязі для виготовлення петлі частіше застосовують човникові машини (525 класу) або ланцюжкові однониткові (811 класу). При виготовленні петель на виробах верхнього одягу із матеріалів костюмної або пальтової групи застосовують машини ланцюжкового стібка та з використанням каркасної нитки для утворення рельєфної петлі.
Машина-напівавтомат 811 класу фірми "Мінерва" призначений для виготовлення прямих петель з двома закріпками на білизні, чоловічих сорочках, брюках, жіночих сукнях однонитковим ланцюжковим стібком. Частота обертання головного валу 1500 хв-1, або 3000 проколів голки за хвилину, довжина петлі регулюється від 6 до 36 мм, ширина петлі – до 4,5 мм, ширина пружка – 1,5-2 мм, число проколів в закріпці – 5-6. Напівавтомат має кривошипно-коромисловий механізм голки, коливальні петельники. Матеріал може переміщуватися вздовж та впоперек платформи машини, ніж прорубує вхід в петлю в кінці циклу її виметування. Машина має механізм обрізки нитки. В залежності від натягу нитки петля може виготовлятися гладдєвою або бісерною строчкою.
Виготовлення петлі. Під підняті лапки кладуть виріб і натиском на педаль вмикають напівавтомат. Лапки автоматично опускаються і виготовлення петлі починається (рис.3.61). Голка при цьому відхиляється впоперек платформи машини, матеріал після кожних двох проколів голки переміщується вліво від працюючого. Після виготовлення переднього пружка петлі починається виготовлення правої закріпки. В цей момент механізм поздовжнього переміщення матеріалів відключається, а механізм поперечного переміщення включається. В результаті складення двох рухів (голки, що відхиляється на ширину петлі та поперечних переміщень матеріалів) виготовляється права закріпка. Після цього матеріали залишаються зміщеними до працюючого, відключається механізм поперечного переміщення матеріалу і включається механізм поздовжнього переміщення. Після кожних двох проколів голки матеріал переміщається вправо, при цьому виготовляється задній пружок петлі. Ліва закріпка виготовляється так само, як права; в кінці її виготовлення матеріали зміщуються в напрямку від працюючого, голка робить стібок для закріплення строчки – машина автоматично відключається. В момент виключення машини від автоматичного вимикача ніж опускається, прорубує матеріали між пружками петлі; механізм обрізування обрізає нитку на петельнику, лапка автоматично піднімається. Утворення стібків. В процесі утворення стібків беруть участь голка 1 (рис.3.61), передній 2 та задній 3 петельники. Весь процес можна розділити на 5 етапів.
Голка 1 виконує задній прокол і входить в свою петлю, яку утримує задній петельник 3. Задній петельник починає рухатися проти годинникової стрілки і виходить із петлі, залишаючи її на голці.
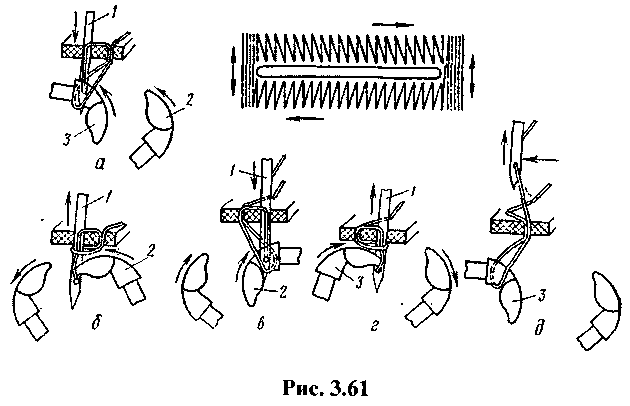
Голка 1 (рис.3.61,б) опускається в крайнє нижнє положення. Піднявшись на 3-3,2 мм утворює петлю, в яку, рухаючись проти годинникової стрілки, входить передній петельник 2.
Голка 1 (рис.3.61,в) виходить із матеріалу, відхиляється до працюючого і виконує передній прокол. В цей момент передній петельник 2 розширює петлю голки і голка входить в неї. Передній петельник 2, повернувшись за годинниковою стрілкою, виходить із петлі, залишивши її на голці.
Голка 1 (рис.3.61, г), піднявшись із крайнього нижнього положення на 3-3,2 мм утворює нову петлю, в яку входить носик заднього петельника 3.
Задній петельник 3 (рис.3.61,д), повернувшись за годинниковою стрілкою, розширює петлю голки. Голка виходить із матеріалів і відхиляється до працюючого. Матеріали переміщуються вправо від працюючого. Потім процес повторюється.
Напівавтомат 73401-РЗ класу фірми "Мінерва"( додаток 17) призначений для виготовлення петель на верхньому одязі зигзагоподібною двохнитковою строчкою з ланцюжковим переплетенням та використанням третьої (каркасної) нитки. На машині можна виготовляти петлі прямі, з вічком, з прямою або клиновою закріпкою або без закріпки. В процесі петлеутворення при виготовленні петлі беруть участь нитка голки (верхня), нитка лівого петельника (нижня) та каркасна. Петля на напівавтоматі може прорубуватися як на початку обметування, так і після нього.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.