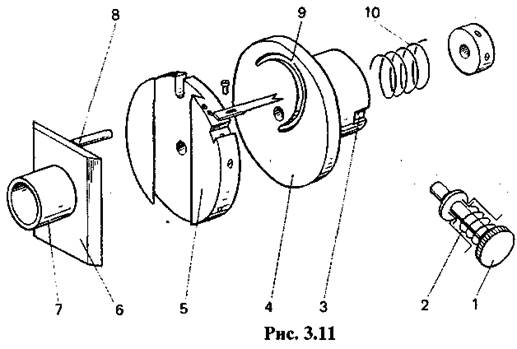
Регулятор стібка ексцентрикового типу розміщений на головному валу. Регулювання довжини стібка може бути здійснено натиском на кнопку 1 (рис. 3.11) та поворотом головного вала до моменту входу гостряка кнопки в паз 3 муфти 4. Потім повертають махове колесо, визначають довжину стібка за поділками лімба 7 (рис. 3.9) у вікні платформи машини. Коли лезо кнопки 1 (рис. 3.11) входить в паз 3, муфта 4 зупиняється.
При подальшому повертанні, махового колеса палець 8 повзуна 6 переміщується вздовж нерухомого кулачкового пазу 9. При цьому повзун 6, його ексцентрик 7 та корпус 5 беруть участь в обертальному русі. Окрім того повзун 6 рухається вздовж паза корпуса 5. Ексцентриситет між центрами головного валу та ексцентриком 7 змінюється, що і викликає зміну довжини стібка. Коли працівник відпускає кнопку 1 пружина 2 переміщує її вперед, а пружина 10 фіксує її нове положення повзуна 6 та ексцентрика 7.
 Вчасне переміщення та
підйом матеріалу регулюється окремо за
допомогою послаблення гвинтів 4 (рис. 3.9) корпуса З, гвинтів 6
ексцентрика підйому 5 та відповідного повороту головного валу машини. В машині ланцюгового стібка матеріал повинен
починати переміщення відразу після виходу голки з нього.
Вчасне переміщення та
підйом матеріалу регулюється окремо за
допомогою послаблення гвинтів 4 (рис. 3.9) корпуса З, гвинтів 6
ексцентрика підйому 5 та відповідного повороту головного валу машини. В машині ланцюгового стібка матеріал повинен
починати переміщення відразу після виходу голки з нього.
Ниткопритягувачем служить ниткоподавач 6, що являє собою пластину, прикріплену гвинтом до шпильки голковода.
В машині використовується крупнозубчаста рейка 27 та шарнірна подвійна лапка 1, кожний ріжок якої підпружинений. Це створює зручність при виконанні виметувальних операцій. Голкова пластина має подовжений проріз, що сприяє розширенню петлі після переміщення матеріалів на довжину стібка.
Машина 1622 класу призначена для прокладання силків на деталях крою верхнього одягу однолінійною строчкою, яка складається із двох ниток однониткового ланцюжкового переплетення з незатягнутими петлями. Частота обертання головного вала машини до 1000 хв-1, відстань між односторонніми силками від 6 до 12 мм, висота силка не менше 4 мм. Найбільша товщина матеріалів в стиснутому стані під лапкою 5 мм.
Основною конструктивною відмінністю машини 1622 класу від машини 2222 класу є використання другої, нижньої голки, яка кінематично зв'язана з вузлом горизонтальних переміщень рейки, та двох петельників для витягування та утримування петель на голках. Голки є одночасно і ниткоподавачами.
3. Процес утворення сильцевої строчки.
В процесі утворення сильцевої строчки беруть участь: верхня голка 1 (рис. 3.12, а) верхній петельник 2, нижня голка 6, нижній петельник 4, рейка 5 та лапка 3.
Верхня голка 1, опускаючись, проколює матеріали, петля нижньої голки 6 утримується верхнім петельником 2 над матеріалами. Рейка 5 здійснює холостий хід, переміщуючись на працюючого.
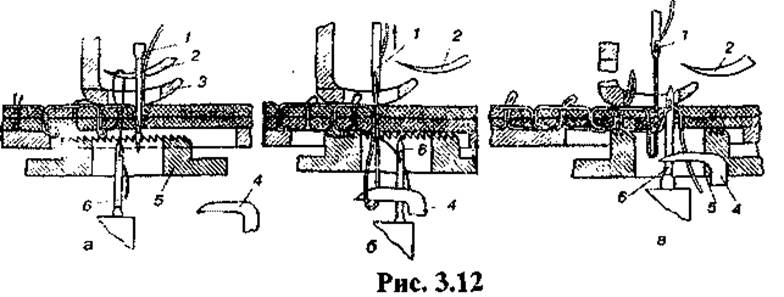
 Верхня голка 1 (рис.
3.12, б) опускається в своє крайнє нижнє положення, потім, піднявшись на
2-2,5 мм утворює петлю, в яку входить
нижній петельник 4, і утримує цю петлю на собі. Верхня голка 1 виходить
із матеріалу, верхній петельник 2 виходить із петлі нижньої голки 6.
Верхня голка 1 (рис.
3.12, б) опускається в своє крайнє нижнє положення, потім, піднявшись на
2-2,5 мм утворює петлю, в яку входить
нижній петельник 4, і утримує цю петлю на собі. Верхня голка 1 виходить
із матеріалу, верхній петельник 2 виходить із петлі нижньої голки 6.
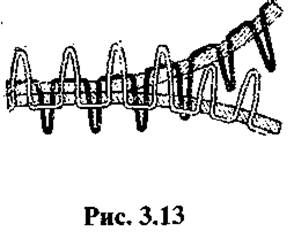
Нижня голка 6 (рис. 3.12, в) піднімається вгору і проколює матеріали. Місце проколу нижньою голкою зміщено відносно місця проколу верхньою голкою 1 приблизно на половину довжини стібка. Одночасно піднімається рейка 5 і переміщує матеріали на довжину стібка. Разом з рейкою в напрямку від працюючого переміщується нижня голка 6. Голка 6, досягнувши крайнього верхнього положення, опускається на 2-2,5 мм і утворює петлю із нижньої нитки, яку захоплює верхній петельник 2. В кінці переміщення матеріалів нижній петельник 4 виходить із петлі верхньої голки 1. Так виконується строчка (рис. 3.13), яка складається із двох ниток, які одна з одною не переплітаються. При відокремленні одного матеріалу від іншого на верхній стороні матеріалу петлі залишаються знизу, а на нижній – зверху. Таким чином, при використанні машини 1622 класу відпадає операція розрізування строчки між матеріалами.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.