На схеме показаны только те работы, которые выполняются в темпе ведущих машин. Темп ведущей машины определяется временем закрытия перегона для выполнения работ конкретной машины на заданном фронте.
Технологическая схема производства работ в отделочный период приведена на рисунке 4.2.
Определение длин рабочих поездов.
Для построения графика производства работ определяется протяжённость участков, занимаемых рабочими поездами.
Протяжённость участка, занимаемого хоппер-дозаторами, определяется из выражения
![]() ,
(4.3)
,
(4.3)
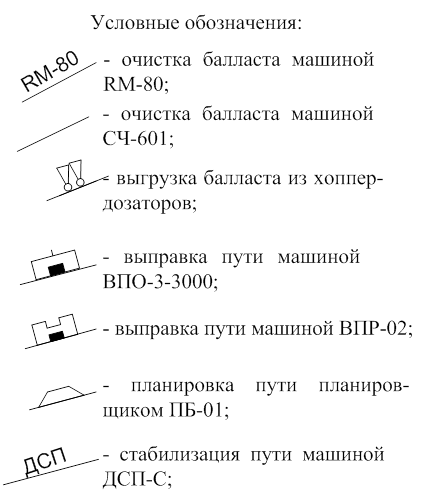
Рисунок 4.1 – Технологическая схема производства основных работ в «окно»
 |
|||
 |
|||
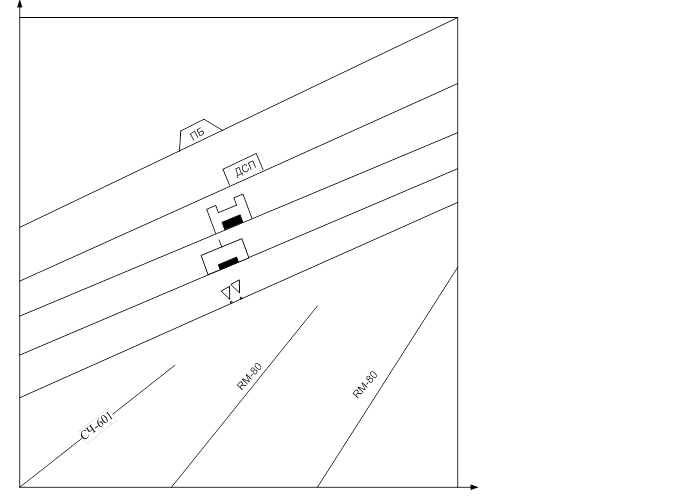
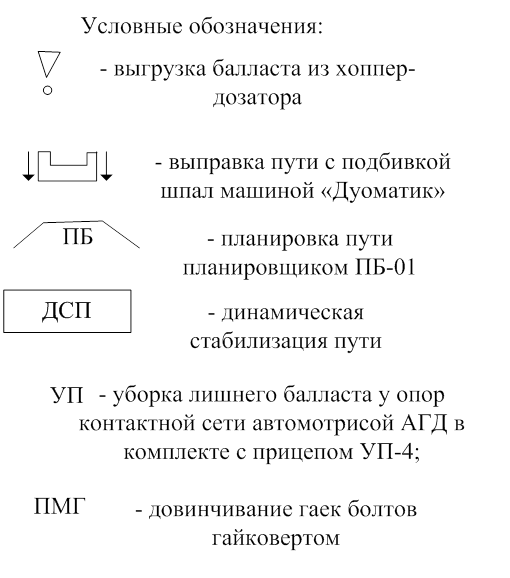
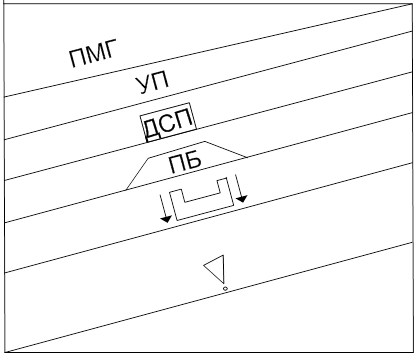
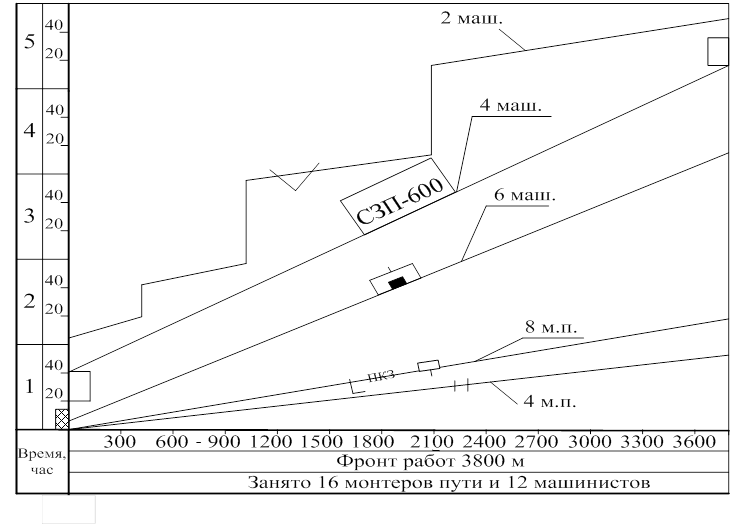
Рисунок 4.2 – Схема производства отделочных работ машинами
где NХД – количество хоппер-дозаторов, шт.;
 ,
(4.4)
,
(4.4)
 , (4.5)
, (4.5)
где Nверт – количество хоппер-дозаторных вертушек, шт.;
lХД – длина хоппер-дозатора, м;
lл – длина локомотива, м;
W – объём балласта, выгружаемого на 1 км, м3 /10/;
WХД – объём балласта в одном хоппер-дозаторе, м3;
N′ХД – количество хоппер-дозаторов в одной вертушке, шт.
Длина хоппер-дозаторного поезда при выгрузки балласта на перегоне составляет:
– для основного периода
 ,
,
 ,
,
![]() .
.
– для отделочного периода
 ,
,
 ,
,
![]() .
.
Протяжённость участков, занимаемых остальными рабочими поездами, приведена в таблице 4.1.
Таблица 4.1 - Длина рабочих поездов
|
Наименование машины (поезда) |
Длина, м |
|
1 |
2 |
|
Машина RM-80 |
31,23 |
|
Машина «Duomatic 09-32» |
28,57 |
|
Машина СЧ-601(с тяговым модулем) |
39,24 |
|
Струг СС-1М с локомотивом |
41,7 |
Продолжение таблицы 4.1
|
1 |
2 |
|
Машина ВПР-02 |
23,45 |
|
Машина ВПО -3000 с локомотивом |
83,97 |
|
Динамический стабилизатор ДСП-С |
18,21 |
|
Планировщик балласта ПБ-01 |
13,31 |
|
Автомотриса АГД – 1М с прицепом УП-4 |
24,82 |
|
Машина СЗП-600 с тяговым модулем |
53,52 |
|
Спецсостав для засорителей С3-240-6 машины СЗП-600 |
116,96 |
На рисунке 4.3 представлена схема расстановки рабочих поездов и групп рабочих на работах по глубокой очистке балласта.
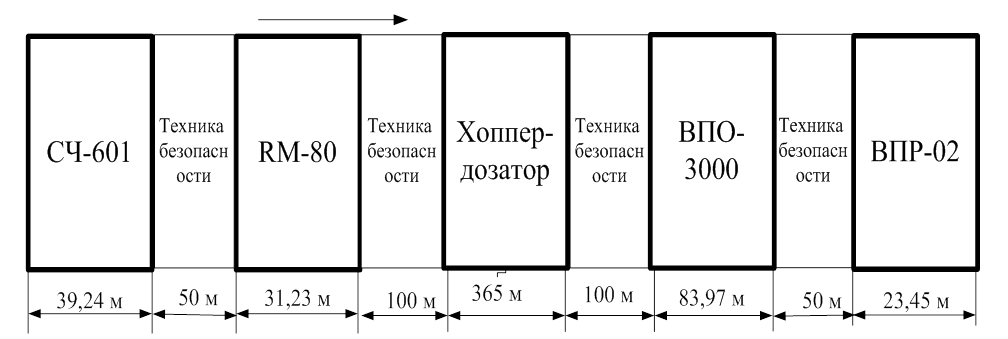
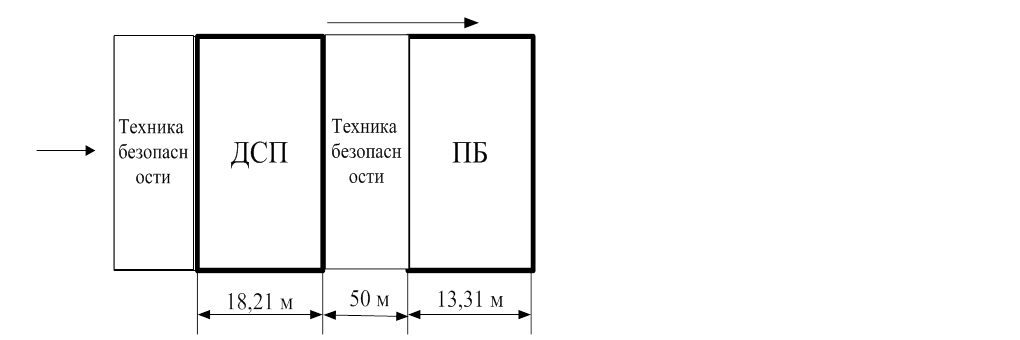
Рисунок 4.3 – Схема расстановки рабочих поездов на работе по глубокой очистке балласта.
4.3 Определение затрат труда
При разработке технологического процесса необходимым является определение объемов работ, затрат труда и продолжительности работы машин.
Объемы работ устанавливаются на основании натурного осмотра ремонтируемого участка, специфики масштабных работ в «окно».
Трудозатраты определяются по техническим нормам времени /11/ с учетом поправочного коэффициента, учитывающего потери времени.
Коэффициент потерь рабочего времени для подготовительных, основных и заключительных работ после «окна» составит 1,45; для основных работ в «окно» – 1,25.
Для выбранного технологического процесса заполняется расчетная ведомость затрат труда (таблица 4.2).
Количество рабочих для выполнения той или иной операции определяется темпом ведущей машины. Если работы выполняются не в темпе работы машин, то количество рабочих принимается по нормам ТНК /12/.
 Графики
производства подготовительных работ, работ по глубокой очистке балласта, отделочных
работ машинами представлены на рисунках 4.4 - 4.8.
Графики
производства подготовительных работ, работ по глубокой очистке балласта, отделочных
работ машинами представлены на рисунках 4.4 - 4.8.
Рисунок 4.4 – График производства подготовительных работ.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.