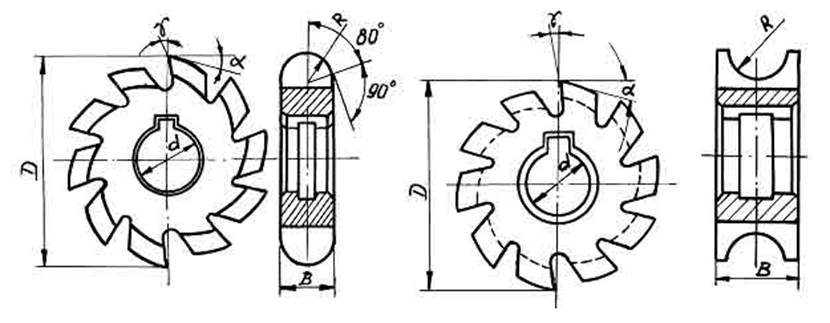
В группу фрез с затылованным зубом включают: радиусные выпуклые и вогнутые, дисковые модульные, червячные модульные и шлицевые, резьбовые фрезы. У фрез с затылованным зубом заднюю поверхность очерчивают по архимедовой спирали, а затачивают по передней поверхности. После переточки затылованные фрезы сохраняют постоянный фасонный профиль режущих кромок.
На рис. 82, а и б изображены фрезы с затылованными зубьями: первая -радиусная с выпуклым профилем и вторая - радиусная с вогнутым профилем.
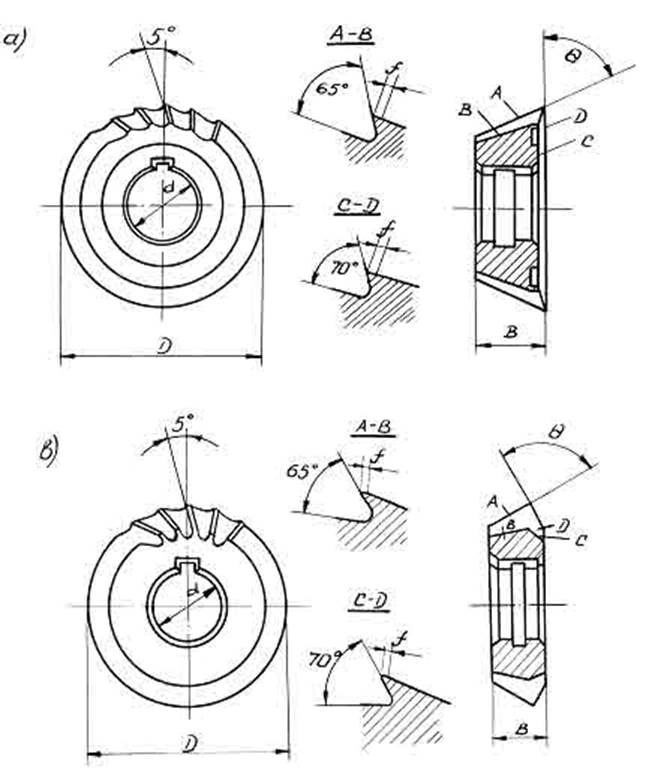
Угловые фрезы разделяют на одно-угловые (рис. 83, а) и двух угловые (рис. 83, б), применяют их для прорезания канавок на зенкерах, развертках, фрезах и других инструментах.
 |
 |
Наиболее распространенным приспособлением для универсальных фрезерных станков, которое применяется на предприятиях железнодорожного транспорта является делительная головка.
Делительная головка — универсальное приспособление, применяемое на консольно-фрезерныхстанках для периодического поворота заготовки относительно ее оси на определенный угол и для непрерывного вращения заготовки при нарезании винтовых канавок.
Делительная головка устанавливается на стол фрезерного станка. Обрабатываемая заготовка закрепляется в приспособлении, установленном на шпинделе делительной головки. Поворот шпинделя 1 (рис. 84) вместе с заготовкой осуществляется рукояткой 3. Основу делительной головки составляет червячная передача, причем червячное колесо закрепляется на шпинделе, а червяк жестко посажен на вал, который вращается рукояткой 3. Перед рукояткой устанавливается лимб 2 (делительный диск), на котором имеются концентрические окружности. Каждая окружность разделена на определенное количество частей. Деления отмечаются отверстиями на лимбе, в которые входит фиксатор рукоятки.
|
|
|
|
Рис. 84. Кинематическая схема делительной головки, настроенной на простое деление. 1 — шпиндель; 2— лимб; 3 — рукоятка |
Рис. 85. Кинематическая схема делительной головки, настроенной на дифференциальное деление. 1 — сменные зубчатые колеса |
Применяются следующие способы наладки лимбовойделительной головки: непосредственное деление, простое деление, дифференциальное деление и для нарезания винтовых канавок.
При непосредственном делении червяк должен быть выведен из зацепления с червячным колесом. Поворот обрабатываемой заготовки осуществляется вращением шпинделя. Отсчет угла поворота производят с помощью диска непосредственного деления.
Простое деление заключается в том, что вращением рукоятки поворачивают шпиндель на заданный угол. Лимб при этом остается неподвижным (закреплен фиксатором). Расчет наладки заключается в определении числа оборотов рукоятки:
|
|
(5.1) |
где п — число оборотов рукоятки;
N — характеристика делительной головки (обычно N = 40);
z —число делений заготовки.
Для поворота рукоятки на число оборотов, выраженное смешанным числом или дробью, используется лимб:
|
|
(5.2) |
|
|
(5.3) |
где А —число целых оборотов рукоятки;
а и b— числитель и знаменатель правильной дроби;
т — общий множитель, выбираемый таким образом, чтобы т bбыло равно числу делений (отверстий) на какой-либо окружности и лимба. Тогда т а будет выражать, число делений выбранной окружности на лимбе, на которое нужно повернуть рукоятку.
Лимб имеет окружности с числами делений (отверстий):
- первая сторона – 15, 16, 18, 29, 31, 37, 40, 43, 47;
- вторая сторона – 17, 19, 20, 21, 23, 27, 33, 39, 40.
Шаг ходового винта подачи стола фрезерного станка — t = 6 мм
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 ,
, ,
, ,
,