3.1.1 Литье в песчано-глинистые формы
Технологический процесс получения отливок включает изготовление модели отливок, по которым изготавливается литейная форма; моделей литникововой системы, стержневых ящиков для изготовления стержней, с помощью которых получают полости в отливке, приготовление формовочных и стержневых смесей, сборку форм, плавку металла, заливку форм жидким сплавом, выбивку отливок из форм и их очистка, контроль качества отливок.
Литейная форма проектируется по чертежу детали. При этом устанавливается способ формовки, положение формы при заливке, определяются поверхности разъема формы, способы удаления модели и ее частей, а также последовательность установки и крепление стержней.
Литейная модель имеет такую же форму, как и отливаемая деталь, изготавливается из дерева, пластмассы и металла. Размеры модели принимают несколько большими из-за усадки. Модели изготавливаются обычно разъемными из двух или нескольких частей. Размеры модели отличаются от размеров обработанной отливки на величину припусков на механическую обработку и усадку. Для извлечения модели из формы предусматривают литейные уклоны (для деревянных моделей 1-3 градуса, для металлических 0,5-1).
Приспособления, применяемые для изготовления отливок, называют литейной оснасткой. Основным элементом является литейная форма. Литейная форма – система элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка. Форма обычно состоит из нижней и верхней полуформ, которые изготавливают по литейным моделям в литейных опоках.
 |
Для образования полостей и отверстий в форму устанавливают литейные стержни, которые фиксируют с помощью выступов (стержневых знаков), входящих в соответствующие впадины формы. Литейные стержни формируют с помощью стержневых ящиков из специальных стержневых смесей.
Чтобы противостоять тепловому и механическому воздействию расплавленного металла стержневые формовочные смеси должны обладать достаточной прочностью, пластичностью, газопроницаемостью, огнеупорностью. Основой формовочных и стержневых смесей является песок и глина.
К дополнительным материалам относятся связующие материалы и специальные добавки. Формовочные песок состоит из кремнезема, глины и небольшого количества примесей. Для связывания зерен песка в формовочных и стержневых смесях применяют связующие материалы: органические (льняное масло, олифу, канифоль), неорганические (цемент, формовочная глина, жидкое стекло). Противопригарность смеси повышают добавкой каменноугольной пыли или мазута.
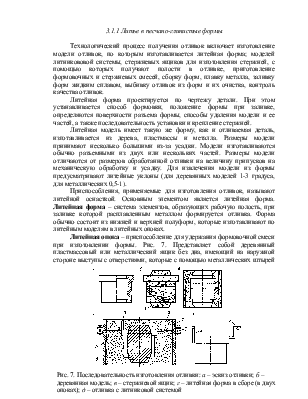
Изготовление разовых песчано-глинистых форм (формовка) производится вручную или машинным методом. Ручная формовка применяется в единичном и мелкосерийном производстве. Машинная формовка применяется при крупносерийном и массовом производстве.
Рассмотрим последовательность операций при
изготовлении песчано-глинистой разовой формы. Рис. 8.
На подмодельную плиту устанавливают нижнюю часть модели, модели питателей и опоку, в которую засыпают формовочную смесь и уплотняют ее. Опоку поворачивают на 180 градусов, устанавливают верхнюю половину модели, модели шлакоуловителя, стояка и выпоров. По центрирующим штырям устанавливают верхнюю часть опоки, в которую засыпают и уплотняют формовочную смесь. Извлекают модель стояка и выпоров, раскрывают форму. Из полуформ извлекают составные части модели отливки, модели питателей и шлакоуловителей; в нижнюю полуформу устанавливают стержень и накрывают нижнюю полуформу верхней. К месту заливки жидкий металл доставляют ковшами. После заливки расплавленного метала его кристаллизации, и охлаждения литейную форму разрушают и извлекают отливки. Из выбитых отливок удаляются стержни затем удаляются литники, прибыли, заусенцы очищаются поверхности от пригоревшей формовочной смеси. Таким образом, для деталей подвижного состава получают например, корпус автосцепки.
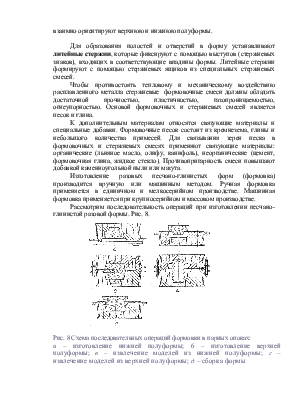
Одним из условий получения качественной отливки является удачно выбранная, рассчитанная и правильно изготовленная литниковая система. Рис. 9.
Литниковая система состоит из следующих частей: литниковая чаша, стояк, шлакоуловитель, питатели. Устройство питателя не должно препятствовать усадке отливки, предотвращать попадание со струей металла внутрь формы шлака, кусочков размытой металлом формы и д.р. неметаллических включений.
По расположению питателей формы бывают: с
верхним подводом металла, в том числе дождевым, боковым, нижним (сифонным),
комбинированным.
В качественной отливке должны отсутствовать дефекты:
Недоливы – полость литейной формы заполнена не полностью из-за неудачной конструкции отливки или литниковой системы, нехваткой металла в ковше, низкой температуры заливки, низкой жидкотекучасти металла.
Пригар – присоединение к отливке формовочных материалов, из-за недостаточной их огнеупорности или поверхностной прочности формы.
Газовые раковины – образуются из-за неправильной конструкции формы, большого содержания газов в металле и его загрязнения окисями, пониженной газопроницаемости формы и стержней, перерывов струи во время заливки.
Раковины усадочные, рыхлость и пористость – из-за неправильной конструкции отливки и недостаточного ее питания в процессе затвердевания, повышенной усадки металла и очень высокой его температуры при заливки.
Шлаковые включения – из-за неправильной конструкции литниковой системы, низкой температуры металла при заливке, недостаточной его жидкотекучести и плохого раскисления.
Трещины горячие и холодные – из-за недостаточной податливости форм, значительной усадки отливки и преждевременной выбивки её из формы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.