10. Расчет технико-экономических показателей технологического процесса.
|
Новое оборудование |
Специальные приспособления |
Операция |
Проектирование технологических процессов является не только технической задачей. Все элементы технологического процесса: припуски, оборудование, технологическая оснастка, режимы резания - определяют экономическую эффективность производства. Являясь многовариантной задачей технологическое проектирование предполагает большое число равнозначных технических решений: для получения заданного качества обработки можно предлагать разные методы обработки, разные станки, разные инструменты. А окончательное решение в пользу того или иного технического варианта может быть сделано только на основе оценки его экономической эффективности. Выбор варианта получения заготовки, обоснование выбора той или иной модели станка, целесообразность применения более или менее сложного приспособления и т.п. Наконец, необходимо уметь определять главный показатель эффективности разработанной технологии изготовления детали - технологическую себестоимость процесса изготовления.
10.1. Оценка экономической эффективности нового вида оборудования.
Разрабатывая варианты технологических процессов с различным видом применяемого оборудования, необходимо оценивать экономическую эффективность варианта по двум важнейшим показателям - сроку окупаемости затрат Ток и годовой экономии Э, получаемой от внедрения новых станков (оборудования). Эти показатели связаны соотношением:
Ток=З/Э, лет,
где З - затраты на приобретение или изготовление нового оборудования, руб.
Размер капитальных затрат определяют как разность между затратами Q1 по одному варианту и затратами Q2 по другому варианту, предполагают, что Q2>Q1 находим:
Э=С1-С2,
где С1 - себестоимость годового объема продукции по первому варианту (действующему, малопроизводительному, более дорогому); С2 - себестоимость того же объема продукции при применении нового оборудования (более эффективно).
Таким образом срок окупаемости капитальных затрат равен:
Ток=(Q1-Q2)/(С1-С2), лет.
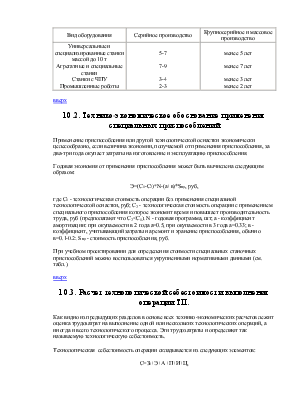
Расчетные сроки окупаемости не должны превышать нормативных. рекомендуемых.
|
Вид оборудования |
Серийное производство |
Крупносерийное и массовое производство |
|
Универсальные и
специализированные станки массой до 10 т |
|
|
вверх
10.2. Технико-экономическое обоснование применения специальных приспособлений
Применение приспособления или другой технологической оснастки экономически целесообразно, если величина экономии, получаемой от применения приспособления, за два-три года окупает затраты на изготовление и эксплуатацию приспособления.
Годовая экономия от применения приспособления может быть вычислена следующим образом:
Э=(С1-С2)*N-(a+в)*Sпр, руб,
где С1 - технологическая стоимость операции без применения специальной технологической оснастки, руб; С2 - технологическая стоимость операции с применением специального приспособления которое экономит время и повышает производительность труда, руб (предполагают что С2<С1); N - годовая программа, шт; а - коэффициент амортизации: при окупаемости в 2 года а=0.5, при окупаемости в 3 года а=0.33; в - коэффициент, учитывающий затраты на ремонт и хранение приспособления, обычно в=0.1-0.2; Sпр - стоимость приспособления, руб.
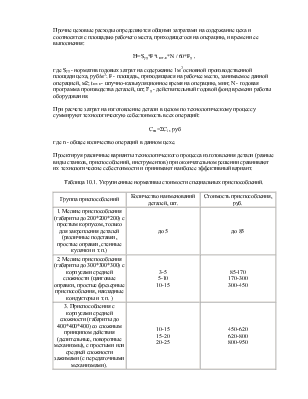
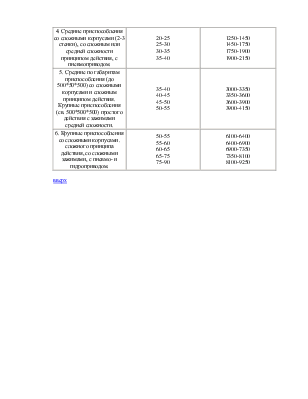
При учебном проектировании для определения стоимости специальных станочных приспособлений можно воспользоваться укрупненными нормативными данными (см. табл.).
вверх
10.3. Расчет технологической себестоимости выполнения операции ТП.
Как видно из предыдущих разделов в основе всех технико-экономических расчетов лежит оценка трудозатрат на выполнение одной или нескольких технологических операций, а иногда и всего технологического процесса. Эти трудозатраты и определяют так называемую технологическую себестоимость.
Технологическая себестоимость операции складывается из следующих элементов:
С=З0+Э+А+П+И+Ц,
где З0 - заработная плата основных производственных рабочих, руб; Э - затраты на силовую электроэнергию, руб; А - амортизационные отчисления на основное оборудование; П - расходы на станочные приспособления; И - расходы по эксплуатации режущего инструмента; Ц - прочие цеховые накладные расходы (зарплата наладчиков, обслуживающего персонала, тепло, освещение цеха и т.п.).
Основная заработная плата производственных рабочих за выполнение одной операции:
З0=S*K*t шт/60 , руб,
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.