|
№ опера- ций |
Наиме- нование операции |
Описание схемы установки заготовки |
Теоретическая схема базирования |
|
1 |
2 |
3 |
4 |
|
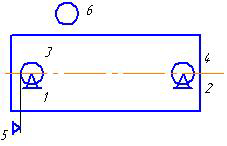
010 |
Отрезная |
В станочном приспособлении по наружной поверхности без упора в торец |
|
|
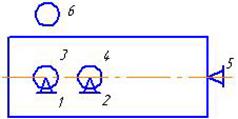
015 |
Сверлильная |
В приспособлении с пневмоприводом по наружной поверхности с упором в торец. На подставке с упором в торец |
|
|
020 |
Сверлильная |
В приспособлении с пневмоприводом по наружной поверхности с упором в торец. На подставке с упором в торец |
|
|
055 |
Сверлильная |
С упором в торец. На подставке с упором в торец |
|
|
1 |
2 |
3 |
4 |
|
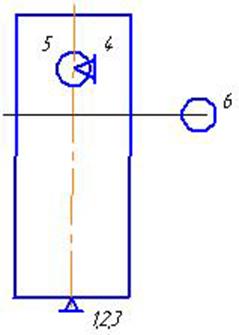
025 030 035 060 065 070 |
Токарная Токарная Фрезерная Шлифовальная Шлифовальная Шлицешлифовальная |
В центрах с поводком по центровым отверстиям |
|
6. Производим расчет
припусков аналитическим методом на две наиболее точные поверхности: диаметр 28d11 мм, размер ![]() мм.
мм.
7. Операция 015 Фрезерно-центровальная
Данная операция выполняется на фрезерно-центровальном полуавтомате МР-71М последовательного действия. Заготовка устанавливается в станочном приспособлении по наружной поверхности. Обработка осуществляется в следующей последовательности:
- загрузка заготовки и закрепление;
- фрезерование торцев в
размер ![]() мм;
мм;
- сверление двух центровых отверстий А 3,15 выдерживаются размеры 3,07 мм, 3,9 мм, угла 60±30´, диаметров 3,15 мм, 6,7 мм.
Переход 02 – Фрезерование торцев.
Режущий инструмент – фрезы торцевые со вставными ножами, оснащенными пластинами из твердого сплава Т15К6, по ГОСТ 22085-80, диаметр фрез Д=50 мм; число зубьев Z=5.
Переход – Сверление отверстий центровочных
Режущий инструмент – сверла центровочные по ГОСТ 14952-75 из быстрорежущей стали Р6М5.
Операция 020 Сверлильная
Данная операция производится на вертикально-сверлильном станке 2Р135Ф2 с программным управлением, на котором заготовка устанавливается в приспособлении по наружной поверхности и торцу с фиксацией по центровому отверстию.
Обработка производится в следующей последовательности со сменой инструментов:
- рассверливание
отверстия диаметром ![]() мм на глубину 28±0,15мм;
мм на глубину 28±0,15мм;
- рассверливание
отверстия диаметром ![]() мм на глубину 8±0,1 мм и снятие
фаски 1,25х450 – ступенчатым сверлом;
мм на глубину 8±0,1 мм и снятие
фаски 1,25х450 – ступенчатым сверлом;
- зенкование отверстия зенковкой с выдерживающем диаметров 12,5 мм, 16 мм углов 600, 1200, размера 4,5 мм;
- нарезание резьбы М8-6Н с выдерживанием размера 26 min мм.
Переход – Нарезание резьбы М8-6Н.
Режущий инструмент – метчик из быстрорежущей стали Р6М5.
Операция 025 Токарная
Данная операция осуществляется на токарном многорезцовом гидрокопировальном полуавтомате ЕМ288. Заготовка устанавливается в центрах и поводковом патроне. Обработка производится по двум копирам черновая и чистовая резцом копировального суппорта, точение канавок производится резцами поперечного суппорта. Полуавтомат Ем288 имеет цикловое программное управление, оснащен много проходным устройством и механизмом смены инструментов.
Производим расчет режимов резания для каждого технологического периода.
Переход – Точение шеек вала диаметрами ![]() мм,
мм, ![]() мм, с выдерживанием размеров
мм, с выдерживанием размеров ![]() мм,
мм, ![]() мм.
мм.
Глубина резания максимальная – t=3 мм.
Резец проходной – твердосплавная пластина Т15К6.
Переход – Точение шеек вала чистовое и одновременное точение трех канавок резцами поперечного суппорт.
Операция 035 Фрезерная
Данная операция производится на горизонтально-фрезерном станке 6Р82Г, оснащенном приспособлением, обеспечивающим автоматический поворот заготовки. Заготовка базируется по центровым отверстиям. Параметры шероховатости поверхностей Ra=3,2 мкм. Размеры шлицев под шлифование: Д=23,3d11мм; Д1=28,4d11мм; В=6,3d11мм.
Режущий инструмент – фреза специальная из быстрорежущей стали Р6М5, диаметр фрезы – 25 мм, число зубьев фрезы Z=6.
Операция 065 Шлифовальная
Данная операция производится на круглошлифовальном станке 3М153, на котором осуществляется шлифование шейки вала диаметром 20р6 мм с подшлифовкой торца. Заготовка устанавливается в центрах. Параметр шероховатости поверхности Ra=0,8 мкм.
Производим выбор шлифовального круга.
Для получения заданной шероховатости поверхности принимаем:
- маркировка абразивного материала 24А;
- зернистость – 40;
- индекс зернистости – М;
- твердость – СМ2;
- связка керамическая К8;
- структура круга - №5;
- допустимая скорость круга – 35 м/с;
- класс круга А;
- тип круга – ПВД (плоский с двухсторонней выточкой) [14]
Размеры нового круга по паспортным данным станка: наружный диаметр 500 мм.
Высота круга – 63 мм.
Маркировка полной характеристики круга: ПВД 500х127х63 24А40НСМ25К8-А-35 м/с ГОСТ 2424-83.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.