Федеральное агентство по образованию
Бийский технологический институт (филиал)
Государственного образовательного учреждения
высшего профессионального образования
«Алтайский государственный технический университет
им. И.И. Ползунова»
Кафедра МРСиИ
Пояснительная записка
к курсовой работе по автоматизации производственных процессов
КР 151001.15.000 ПЗ
Выполнил: студ. гр. ТМ-41 Андрющенко В.А.
Проверил: Ромашев А. Н.
Бийск 2008Содержание
Введение........................................................................................ 3
1. Задание на проектирование..................................................... 4
2. Описание устройства средств автоматизации........................ 4
3. Описание принципа действия приспособления……………………………………..6
4. Расчет приспособления на точность....................................... 8
Список литературы:................................................................... 14
Цель курсового проектирования по автоматизации производственных процессов в машиностроении - приобретение специальных умений и навыков проектирования высокоэффективных технологических процессов автоматизиро-ванного машиностроения и прогрессивных высокопроизводительных средств авто-матизации.
Задачи курсовой работы по автоматизации производственных процессов заключаются в следующем:
-развитие у студентов навыков проектирования прогрессивных сборочных ТП и ТП изготовления деталей в условиях автоматизированного производства и навыков проектно-конструкторской работы в области разработки эффективных систем и средств автоматизации, схем управления работой автоматизированных систем;
-изучение и практическое применение методик технологических и технических обоснований инженерных решений;
-освоение принципов и методов системного анализа научно-технической литературы, патентной и справочной информации.
Темой курсовой работы может быть разработка станка-автомата (автоматической линии) для изготовления деталей, сборочного автомата и автоматической линии, устройства активного контроля и контрольно-сортировочного автомата, гибкой производственной системы изготовления деталей (гибкого производственного модуля, гибкого автоматического участка или линии), автоматической системы транспортирования режущего инструмента (заготовок, деталей и технологической оснастки) в гибкой производственной системе. В тематику курсового проектирования включают также разработку автоматических и автоматизированных лабораторных стендов и других устройств для обеспечения учебного процесса и научно-исследовательских работ.
Необходимо спроектировать полуавтоматическое контрольное приспособление для проверки технических требований детали стакан.
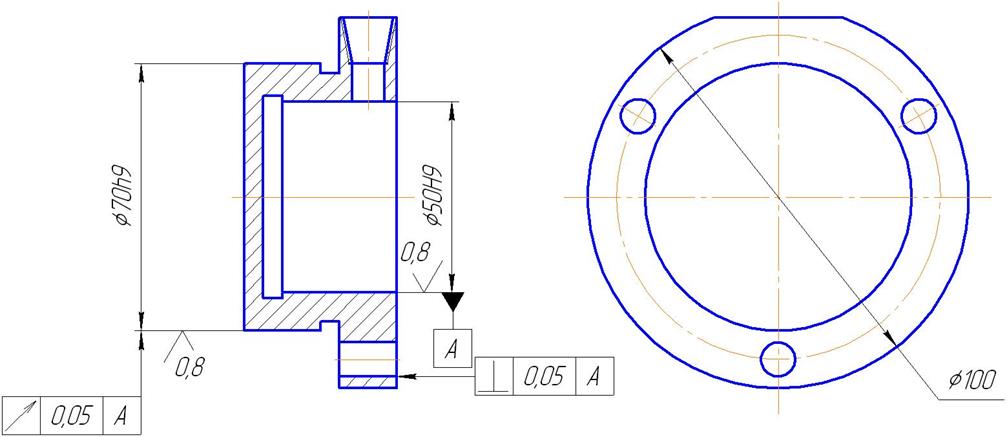
Рисунок 1 – Чертеж контролируемой детали
В данном приспособлении средствами автоматизации являются 4 пневмоцилиндра.
Пневмоцилиндр (1) является вращающимся пневмоцилиндром двустороннего действия. В данном приспособлении отвечает за удержание детали на разжимной оправке. Принцип действия: подается воздух в полость пневмоцилидра при этом шток перемещается и деталь фиксируется на разжимной оправке (5), воздух подается в другую полость пневмоцилиндра, шток перемещается в обратном направлении, разжимная оправка сжимается и деталь снимается с приспособления.
Пневмоцилиндр (2) является пневмоцилиндром двустороннего действия. В данном приспособлении отвечает за перемещение стойки на салазках (6). Принцип действия: в полость пневмоцилиндра подается воздух, шток перемещается и перемещает стойку, воздух подается в другую полость пневмоцилиндра, шток возвращается и тянет за собой стойку.
Пневмоцилиндр (3) является пневмоцилиндром одностороннего действия. В данном приспособлении отвечает за перемещение в верх рейки (14) по стойке (6). Принцип действия: в полость пневмоцилиндра подается воздух, шток поднимается и поднимает рейку, в полость пневмоцилиндра перестает подаваться воздух и рейка пружиной опускается в начальное положение.
Пневмоцилиндр (4) является пневмоцилиндром двустороннего действия. В данном приспособлении отвечает за вращение детали. Принцип действия: в полость пневмоцилиндра подается воздух, шток перемещается, вращая при этом зубчатое колесо.
3. Описание принципа действия приспособления
Для проведения контроля деталь устанавливается на оправку с разрезной цангой 5. Затем в полость пневмоцилиндра 1 подается воздух и деталь закрепляется на приспособлении. Далее в полость пневмоцилиндра 2 подается воздух. Шток пневмоцилиндра передвигает стойку 6 до касания детали и измерительных головок 33. Подаем воздух в полость пневмоцилиндра 4. Происходит вращение детали. Во время вращения происхдит измерение биения. Затем пневмоцилинр 3 поднимает рейку 14 на определенное расстояние. Происходит измерение перпендикулярности. Затем перекрываем давление в пневмоцилиндре 3. Тогда под действием пружины 30 рейка 14 опускается в исходное положение. После подаем воздух в пневмоцилидр 2 и стойка 5 по салазкам 6 возвращается в исходное положение.
Для расфиксации детали в полость пневмоцилиндра подается воздух, поршень оттягивается в исходное положение и деталь снимается с цанговой оправки 4.
Настройка прибора производится по эталону.
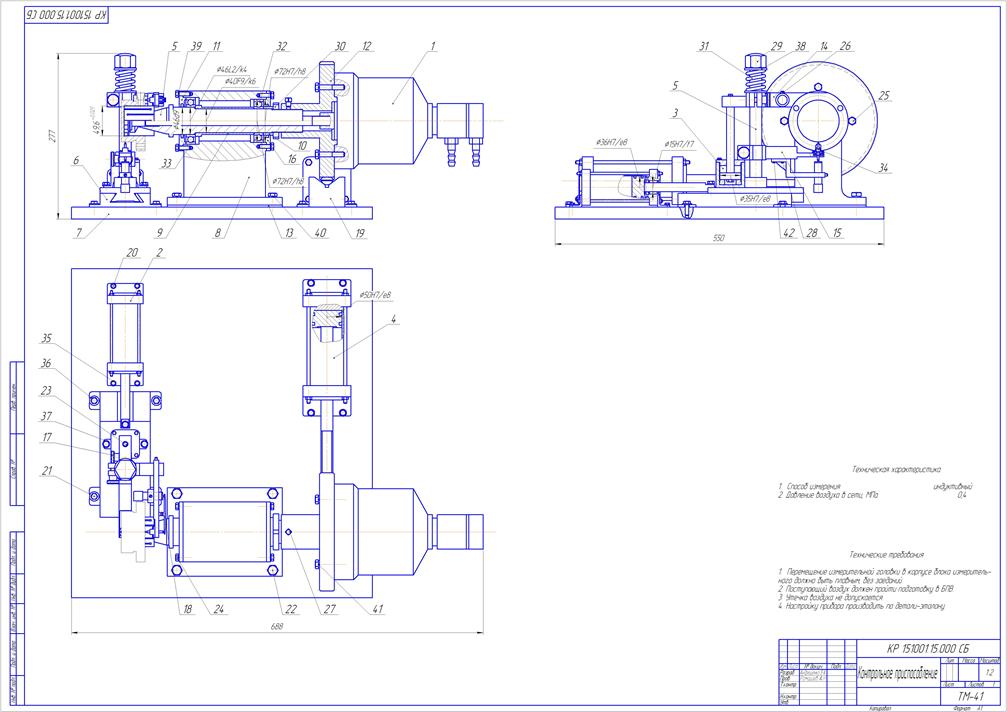
Рисунок 2 – Контрольное приспособление
Определяем рабочий диаметр пневмоцилиндра D:
где ![]() - удельное давление
сжатого воздуха,
- удельное давление
сжатого воздуха,
![]() ;
;
![]() -
коэффициент полезного действия пневмоцилиндра,
-
коэффициент полезного действия пневмоцилиндра,
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.