










Цель проекта: Повышение производительности участка механической обработки корпуса вариатора забрасывателя за счет применения автоматической линии на базе агрегатных станков. Ожидаемое снижение затрат на производство.
![]() Такт выпуска определяется по формуле [15]:
Такт выпуска определяется по формуле [15]:
 , мин (2.1)
, мин (2.1)
где ![]() -
действительный годовой фонд времени работы оборудования, час;
-
действительный годовой фонд времени работы оборудования, час;
![]() -
годовая программа выпуска деталей, шт;
-
годовая программа выпуска деталей, шт;
![]() -
коэффициент, учитывающий потери времени на подналадку.
-
коэффициент, учитывающий потери времени на подналадку.
Для автоматических линий![]() = 0,95;
= 0,95; ![]() =
3725 час [15].
=
3725 час [15].
![]() =
= = 4,25 мин
= 4,25 мин
Для фрезерных и сверлильных станков
![]() = 4015 час
= 4015 час
![]() =
= = 4,82 мин
= 4,82 мин
2.2 Выбор типа производства
При программе выпуска детали «корпус вариатора забрасывателя» 50 тысяч штук в год принимаем массовое производство.
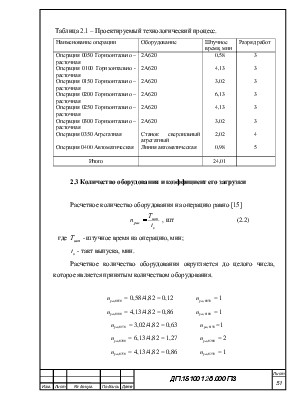
Проектируемый технологический процесс изготовления и сборки детали приведен в таблице 2.1
Таблица 2.1 – Проектируемый технологический процесс.
|
Наименование операции |
Оборудование |
Штучное время, мин |
Разряд работ |
|
Операция 0050 Горизонтально – расточная Операция 0100 Горизонтально - расточная Операция 0150 Горизонтально – расточная Операция 0200 Горизонтально – расточная Операция 0250 Горизонтально – расточная Операция 0300 Горизонтально – расточная Операция 0350 Агрегатная Операция 0400 Автоматическая |
2А620 2А620 2А620 2А620 2А620 2А620 Станок сверлильный агрегатный Линия автоматическая |
0,58 4,13 3,02 6,13 4,13 3,02 2,02 0,98 |
3 3 3 3 3 3 4 5 |
|
Итого |
24,01 |
2.3 Количество оборудования и коэффициент его загрузки
Расчетное количество оборудования на операцию равно [15]
 , шт (2.2)
, шт (2.2)
где ![]() -
штучное время на операцию, мин;
-
штучное время на операцию, мин;
![]() - такт
выпуска, мин.
- такт
выпуска, мин.
Расчетное количество оборудования округляется до целого числа, которое является принятым количеством оборудования.
![]() = 0,58/4,82
= 0,12
= 0,58/4,82
= 0,12 ![]() = 1
= 1
![]() = 4,13/4,82
= 0,86
= 4,13/4,82
= 0,86 ![]() = 1
= 1
![]() = 3,02/4,82
= 0,63
= 3,02/4,82
= 0,63 ![]() =1
=1
![]() =
6,13/4,82 = 1,27
=
6,13/4,82 = 1,27 ![]() = 2
= 2
![]() =
4,13/4,82 = 0,86
=
4,13/4,82 = 0,86 ![]() = 1
= 1
![]() = 3,02/4,82 = 0,63
= 3,02/4,82 = 0,63 ![]() = 1
= 1
![]() =
2,02/4,82 = 0,42
=
2,02/4,82 = 0,42 ![]() = 1
= 1
![]() =
0,98/4,25 = 0,23
=
0,98/4,25 = 0,23 ![]() = 1
= 1
Коэффициент загрузки оборудования равен [15]
![]() =
= ![]() /
/ ![]() ,
,
где ![]() - расчетное количество оборудования, шт;
- расчетное количество оборудования, шт;
![]() - принятое количество оборудования, шт.
- принятое количество оборудования, шт.
![]() = 0,12/1
= 0,12
= 0,12/1
= 0,12
![]() = 0,86/1
= 0,86
= 0,86/1
= 0,86
![]() = 0,63/1
= 0,63
= 0,63/1
= 0,63
![]() =
1,27/2 = 0,64
=
1,27/2 = 0,64
![]() =
0,86/1 = 0,86
=
0,86/1 = 0,86
![]() = 0,63/1
= 0,63
= 0,63/1
= 0,63
![]() =
0,42/1 = 0,42
=
0,42/1 = 0,42
![]() =
0,23/1 = 0,23
=
0,23/1 = 0,23
Средний коэффициент загрузки равен [15]
![]() = å
= å![]() / å
/ å ![]() ,
,
![]() =
=  = 0,56.
= 0,56.
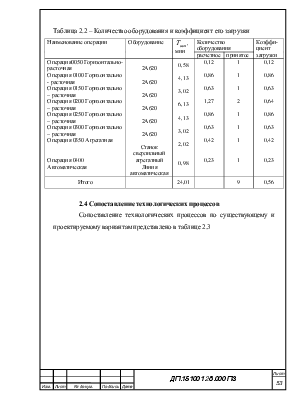
Все расчетные данные сводим в таблицу 2.2
|
Наименование операции |
Оборудование |
|
Количество оборудования |
Коэффи-циент загрузки |
|
|
расчетное |
принятое |
||||
|
Операция0050 Горизонтально– расточная Операция 0100 Горизонтально - расточная Операция 0150 Горизонтально – расточная Операция 0200 Горизонтально – расточная Операция 0250 Горизонтально – расточная Операция 0300 Горизонтально – расточная Операция 0350 Агрегатная Операция 0400 Автоматическая |
2А620 2А620 2А620 2А620 2А620 2А620 Станок сверлильный агрегатный Линия автоматическая |
0,58 4,13 3,02 6,13 4,13 3,02 2,02 0,98 |
0,12 0,86 0,63 1,27 0,86 0,63 0,42 0,23 |
1 1 1 2 1 1 1 1 |
0,12 0,86 0,63 0,64 0,86 0,63 0,42 0,23 |
|
Итого |
24,01 |
9 |
0,56 |
||
2.4 Сопоставление технологических процессов
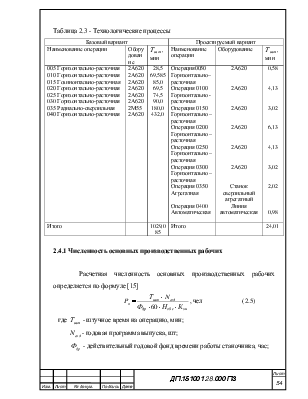
Сопоставление технологических процессов по существующему и проектируемому вариантам представлено в таблице 2.3
Таблица 2.3 - Технологические процессы
|
Базовый вариант |
Проектируемый вариант |
||||
|
Наименование операции |
Оборудование |
|
Наименование операции |
Оборудование |
|
|
005 Горизонтально-расточная 010 Горизонтально-расточная 015 Гозинонтально-расточная 020 Горизонтально-расточная 025 Горизонтально-расточная 030 Горизонтально-расточная 035 Радиально-сверлильная 040 Горизонтально-расточная |
2А620 2А620 2А620 2А620 2А620 2А620 2М55 2А620 |
28,5 69,585 85,0 69,5 74,5 90,0 180,0 432,0 |
Операция0050 Горизонтально– расточная Операция 0100 Горизонтально - расточная Операция 0150 Горизонтально – расточная Операция 0200 Горизонтально – расточная Операция 0250 Горизонтально – расточная Операция 0300 Горизонтально – расточная Операция 0350 Агрегатная Операция 0400 Автоматическая |
2А620 2А620 2А620 2А620 2А620 2А620 Станок сверлильный агрегатный Линия автоматическая |
0,58 4,13 3,02 6,13 4,13 3,02 2,02 0,98 |
|
Итого |
1029,085 |
Итого |
24,01 |
||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.