Федеральное агентство образования Российской Федерации
Государственное образовательное учреждение
высшего профессионального образования
«Алтайский государственный технический университет
имени И.И. Ползунова»
Бийский технологический институт (филиал)
И.В. Боткин, А.М. Фирсов
ИССЛЕДОВАНИЕ ВЛИЯНИЯ СКОРОСТИ РЕЗАНИЯ НА ШЕРОХОВАТОСТЬ ОБРАБОТАННОЙ ПОВЕРХНОСТИ
ПРИ ТОЧЕНИИ
Методические указания к лабораторной работе
Бийск 2007
УДК
ИССЛЕДОВАНИЕ ВЛИЯНИЯ СКОРОСТИ РЕЗАНИЯ НА ШЕРОХОВАТОСТЬ ОБРАБОТАННОЙ ПОВЕРХНОСТИ ПРИ ТОЧЕНИИ
Боткин И.В., ФИРСОВ А.М. Методические указания для выполнения лабораторной работы. Бийск, АлтГТУ. 2007
Алт. гос. тех. ун-т, БТИ, - Бийск
Из-во Алт. гос. техн. ун-та, 2007. – 8 с.
Методические указания предназначены для студентов, изучающих курс «Основы технологии машиностроения»
Рассмотрено влияние скорости резания на шероховатость обработанной поверхности при точении. Излагается методика проведения лабораторной работы, а также описываются необходимая аппаратура, приспособления и инструмент
Рассмотрены и одобрены на заседании кафедры металлорежущих станков и
инструмента
Протокол № от
Рецензент
© Боткин И.В., 2007
© Фирсов А.М., 2007
©БТИ Алт ГТУ, 2007
Цель работы освоить методику исследования зависимости шероховатости от скорости резания при точении на токарном станке и метод контроля шероховатости при помощи профилометра – профилографа.
1 ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Шероховатость поверхности – совокупность неровностей, образующих микрорельеф поверхности детали. Возникает главным образом вследствие пластической деформации поверхностного слоя заготовки при её обработке из-за неровностей режущих кромок инструмента, трения, вырывания частиц материала с поверхности заготовки, вибрации заготовки и инструмента и т.п. Шероховатость поверхности – важный показатель в технической характеристике изделия, влияющий на эксплуатационные свойства деталей и узлов машин – износостойкость трущихся поверхностей, усталостную прочность, коррозионную устойчивость, сохранение натяга при неподвижных посадках и т.п. Требования к шероховатости поверхности устанавливают, исходя из функционального назначения поверхностей деталей и их конструктивных особенностей.
|
|
|
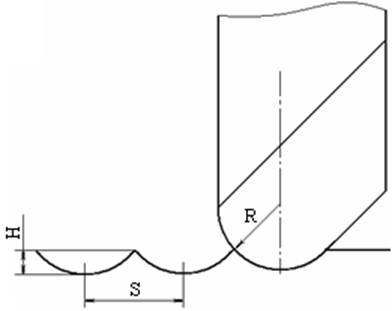
Рисунок 1 – Профиль поверхности, обработанной резцом |
Неровности на поверхности, обработанной на металлорежущем станке, в первом приближении есть не что иное, как след режущего инструмента на обработанной поверхности в результате главного движения и движения подачи.
Профиль поверхности, измеренный в направлении подачи, называется поперечной шероховатостью.
Профиль, измеренный в направлении главного движения, называется продольной шероховатостью. Обычно (при отсутствии вибраций) поперечная шероховатость больше продольной.
На первый взгляд кажется, что вопрос о высоте «гребешков» можно очень просто решить геометрически.
Например, в условиях токарной обработки, при образовании поверхности только криволинейной кромкой резца, поперечную шероховатость можно подсчитать из сопоставления двух смежных положений резца, смещенных друг относительно друга на величину подачи (рисунок 1) и тогда поперечную шероховатость можно рассчитать по приближенной формуле:
 ,
(1) где Н – высота микронеровностей, мм;
,
(1) где Н – высота микронеровностей, мм;
S - подача, мм/об:
R -радиус при вершине резца, мм.
Непосредственные измерении показывают, что действительная высота неровностей иногда во много раз больше, чем высота Н, вычисленная по формулам, полученным только из геометрических соображений. Такое расхождение объясняется тем, что в формулах, основанных чисто на геометрических соображениях, не учитываются пластические деформации поверхностного слоя, упругое восстановление металла, вырывание из основного металла отдельных частиц по граням зерен, и явления, связанные с образованием нароста на режущих кромках инструмента.
В действительности шероховатость обработанной поверхности образуется в результате взаимодействия всех перечисленных выше факторов. Степень влияния каждого из них на высоту неровностей обуславливается не только геометрией режущего инструмента, но зависит также от режимов обработки, рода и структуры обрабатываемого материала, условий охлаждения в процессе обработки.
В большинстве случаев наибольшее влияние на образование шероховатостей оказывают геометрия режущего инструмента и режимы резания.
Шероховатость поверхности оценивают по ряду характеристик. Каждая страна (группа стран) имеет свои стандарты В России принят стандарт, который оценивает шероховатость по шести параметрам (рисунок 2): по трем высотным – Ra, Rz, Rmax, двум шаговым параметрам S, Sm и по относительной опорной длине микропрофиля
Существует корреляционная связь высотных параметров:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.