|
20 |
Два основных класса технологических процессов с точки зрения возможности их автоматизации ÿ - I класс, не требующий обязательной ориентации изделий и характеризующийся наличием орудия труда; II класс, где требуется, ориентация изделий, а орудие труда заменено рабочей средой. ÿ - I класс, требующий обязательной ориентации изделий и характеризующийся наличием орудия труда; II класс, где ориентация изделий не требуется, а орудие труда заменено рабочей средой. ÿ - I класс, требующий ориентации изделий и характеризующийся наличием режущего инструмента; II класс, где ориентация изделий не требуется, а орудие труда заменено рабочей средой. ÿ - I класс, требующий обязательной ориентации изделий и характеризующийся отсутствием орудия труда; II класс, где ориентация изделий требуется, и орудие труда заменено рабочей средой |
|
21 |
Что понимают под термином «внецикловые потери»? ÿ - простои, приходящиеся на одно обработанное изделие ÿ - простои, приходящиеся на суточный объем выпуска обработанных изделий ÿ - простои, приходящиеся на единицу произведенной продукции ÿ - простои, приходящиеся на партию изделий |
|
22 |
Чем отличаются кулачковые отсекатели от штифтовых? ÿ - вместо штифтов в нем имеется различного рода кулачки с выемками под заготовки ÿ - штифты в кулачковых отсекателях заменены парой кулачков ÿ - штифты располагаются параллельно друг другу, а кулачки – под некоторым углом ÿ - вместо штифтов в кулачковых отсекателях имеется пара кулачков, установленных под некоторым углом так, что при вращении один из них выпускает деталь, а другой удерживает остальные |
|
23 |
Контрольно-сортировочные автоматы предназначены для … ÿ - для контроля и сортировки годных деталей на размерные группы ÿ - для стопроцентного или выборочного контроля и сортировки бракованных деталей на исправимый и неисправимый брак ÿ - для контроля и сортировки готовых деталей на размерные группы внутри поля допуска обычно при селективной сборке ÿ - для контроля и сортировки готовых деталей на отделочных операциях (при круглом наружном и внутреннем шлифовании, бесцентровом и плоском шлифовании, хонинговании) |
|
24 |
Составляющими звеньями установочных размерных связей являются … ? ÿ - размеры заготовки, приспособления, которые выявляются при построении размерных цепей ÿ - допустимые отклонения расположения технологических баз заготовки и исполнительных поверхностей приспособления ÿ - размеры заготовки, приспособления и другие размеры технологической системы при построении размерных цепей ÿ - расстояния и повороты, характеризующие положение основных баз инструмента, приспособления относительно исполнительных поверхностей станка |
|
25 |
Какая информация известна о размерах детали перед началом решения уравнений межоперационных размерных цепей ÿ - Для этих размеров в начале расчета известны лишь допуски, так как выбран метод получения заготовки ÿ - Из чертежа изделия известны только их номинальные значения и допуски ÿ - Они известны из чертежа изделия, где указаны их номинальные значения и допустимые предельные отклонения ÿ - К началу расчета размерных цепей известны лишь их минимальные значения |
|
26 |
Станок с выполняемым на нем процессом обработки называется … ÿ - эквивалентной упругой системой ÿ - технологической системой ÿ - динамической системой ÿ - динамометрической системой |
|
27 |
Что такое порядок астатизма? ÿ - порядок производной выходной величины, принимающей нулевое значение ÿ - порядок производной выходной величины по времени при t стремящемся к ∞, принимающей постоянное значение ÿ - порядок производной выходной величины по времени принимающей различные постоянные значения ÿ - порядок производной входной величины по времени при t стремящемся к 0, принимающей постоянное значение |
|
28 |
Определение единичного импульса? ÿ - Это импульс, площадь которого равна единице при длительности, равной единице и амплитуде, равной единице ÿ - Это импульс, площадь которого равна единице при длительности, равной нулю и амплитуде, равной бесконечности ÿ - Это импульс с длительностью, равной нулю и амплитудой, равной бесконечности ÿ - Это импульс, площадь которого не превосходит единицу при длительности, равной нулю и любой амплитуде |
|
29 |
Как получают характеристический вектор критерия Михайлова? ÿ - путем подстановки в выражение для характеристического полинома p=jw ÿ - путем подстановки в выражение для характеристического полинома p=d/dt ÿ - путем подстановки в характеристическое уравнение p=jw ÿ - путем подстановки в уравнение поведения системы y=jw |
|
30 |
Для оценки быстродействия САУ может использоваться понятие степени быстродействия h. Что это? ÿ - модуль вещественной части ближайшего к мнимой оси корня ÿ - абсолютное значение вещественной части ближайшего к мнимой оси корня ÿ - угол наклона вещественной части ближайшего к мнимой оси корня ÿ - коэффициент затухания α |
|
31 |
Технологическую базу процессов быстрого прототипирования составляют ÿ - CALS-технологии ÿ - CAD-системы ÿ - технологии послойного формообразования ÿ - элементы компьютерно-интегрированного производства |
|
32 |
Применение виброопор и виброковриков в производственном цехе. |
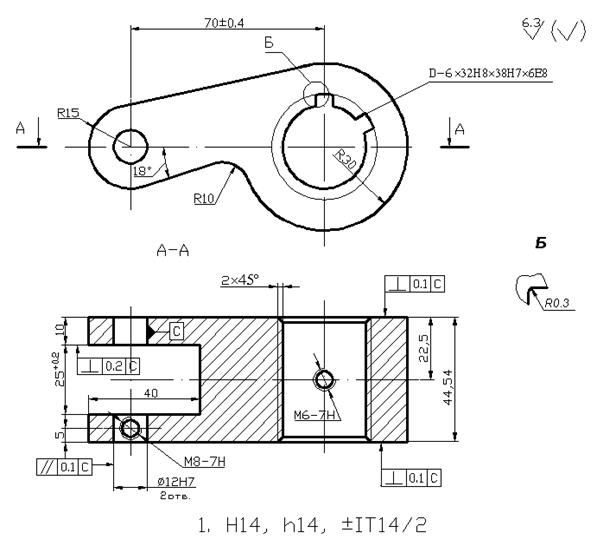
К заданию 26
Деталь - рычаг шлицевый, материал 40Х, среднесерийное производство
Заведующий кафедрой металлорежущих станков и инструментов
___________________
Фирсов А. М.
20 января 2014 г.
Декан механического факультета
___________________ Овчаренко А. Г.
20 января 2014 г.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.