Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
Бийский технологический институт (филиал)
Алтайского государственного технического университета им. И.И. Ползунова
Кафедра МРСиИ
Комплексное квалификационное задание
по технологии машиностроения
Выполнила: студ. ГР.ТМ-22
Гордеева Е.В.
Проверил: Боткин И.В.
Бийск 2006
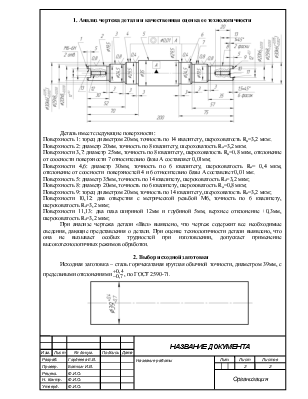
1. Анализ чертежа детали и качественная оценка ее технологичности
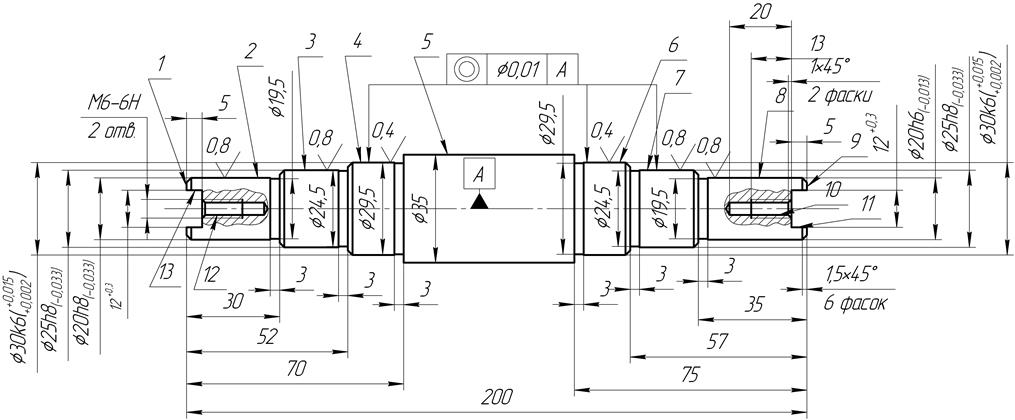
Деталь имеет следующие поверхности:
Поверхность 1: торец диаметром 20мм, точность по 14 квалитету, шероховатость Rа=3,2 мкм;
Поверхность 2: диаметр 20мм, точность по 8 квалитету, шероховатость Rа=3,2 мкм;
Поверхности 3,7: диаметр 25мм, точность по 8 квалитету, шероховатость Rа=0,8 мкм, отклонение от соосности поверхности 7 относительно базы А составляет 0,01мм;
Поверхности 4,6: диаметр 30мм, точность по 6 квалитету, шероховатость Rа= 0,4 мкм, отклонение от соосности поверхностей 4 и 6 относительно базы А составляет 0,01 мм;
Поверхность 5: диаметр 35мм, точность по 14 квалитету, шероховатость Rа=3,2 мкм;
Поверхность 8: диаметр 20мм, точность по 6 квалитету, шероховатость Rа=0,8 мкм;
Поверхность 9: торец диаметром 20мм, точность по 14 квалитету, шероховатость Rа=3,2 мкм;
Поверхности 10,12: два отверстия с метрической резьбой М6, точность по 6 квалитету, шероховатость Rа=3,2 мкм;
Поверхности 11,13: два паза шириной 12мм и глубиной 5мм, верхнее отклонение +0,3мм, шероховатость Rа=3,2 мкм;
При анализе чертежа детали «Вал» выявлено, что чертеж содержит все необходимые сведения, дающие представления о детали. При оценке технологичности детали выявлено, что она не вызывает особых трудностей при изготовлении, допускает применение высокотехнологичных режимов обработки.
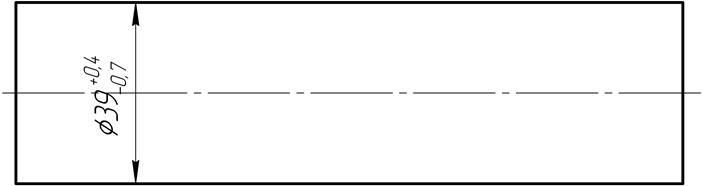
2. Выбор исходной заготовки
Исходная
заготовка – сталь горячекатаная круглая обычной точности, диаметром 39мм, с
предельными отклонениями , по ГОСТ 2590-71.
, по ГОСТ 2590-71.
3. Выбор технологических баз и схем установки заготовки
В качестве технологической базы принимаем ось заготовки и ее торец:
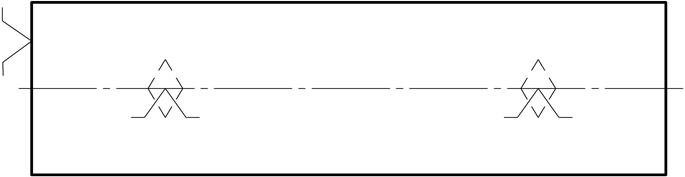
Данная схема базирования может быть реализована закреплением заготовки в трехкулачковом патроне или в центрах.
4. Определение методов и маршрутов обработки отдельных поверхностей и комплектов поверхностей, которые следует обрабатывать с одного установа.
|
№ опера-ции |
Наименование операции |
Содержание операции |
Технологические базы |
Оборудование |
|
005 |
||||
|
010 |
||||
|
015 |
||||
|
020 |
||||
|
025 |
||||
|
030 |
||||
|
035 |
||||
|
040 |
||||
|
045 |
||||
|
050 |
||||
|
055 |
||||
|
060 |
||||
|
065 |
||||
|
070 |
||||
|
075 |
||||
|
080 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.