Рис. 7.
Рис. 8.
Далее зайти в меню СЕРВИС – ПОИСК РЕШЕНИЯ (рис. 9.).
![]() Рис. 9.
Рис. 9.
В окне ПОИСК РЕШЕНИЯ установить целевую ячейку L10, выбрать «Равной максимальному значению» (рис. 10.) и нажатием на кнопку «Добавить» ввести ограничения, сославшись на левые (ячейки N7 ¸N17) и соответствующие им правые части (ячейки O7 ¸O17) c учетом соответствующих знаков неравенств, или равенств (<=, >=, =) (рис. 11.), нажать кнопку OK.
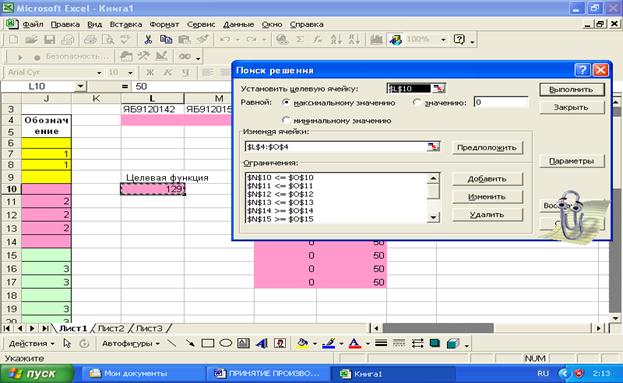
Рис. 10.
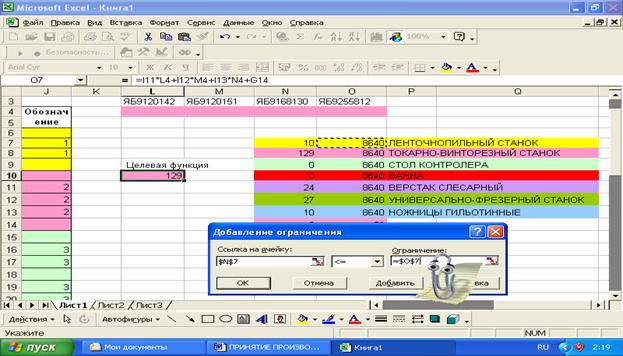
Рис. 11.
После этого нажать кнопку ВЫПОЛНИТЬ и кнопку ОК, чтобы сохранить найденное решение (рис. 12.).
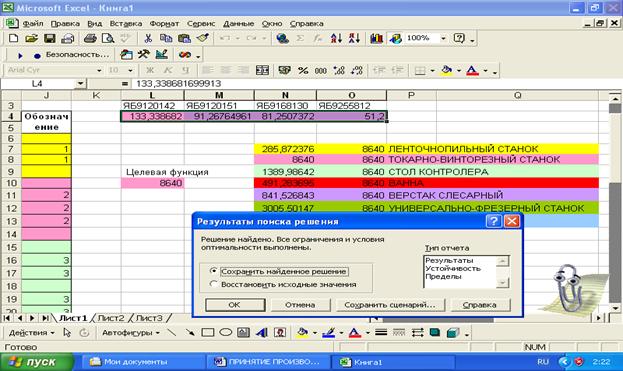
Рис. 12.
В результате расчета в ячейках L4 ¸O4 появились размеры партий деталей каждого наименования; в ячейке L10 – загрузка токарно-винторезного станка в месяц, в ячейках N7 ¸N13 – данные о загрузке каждой единицы технологического оборудования в месяц, в ячейках N13 ¸N17 размеры партий деталей каждого наименования.
Принятая производственная программа выпуска партий деталей в месяц, обеспечивающая максимальную загрузку токарно-винторезного станка, представлена в таблице 4.
Таблица 4.
|
Обозначение детали |
Размер партии, деталей/месяц |
|
ЯБ9120142 |
133 |
|
ЯБ9120151 |
91 |
|
ЯБ9168130 |
81 |
|
ЯБ9255812 |
51 |
В таблице 5 представлены данные о загрузке технологического оборудования.
Таблица 5.
|
Время загрузки оборудования |
Максимально-возможный фонд времени работы оборудования |
Наименование оборудования |
Загрузка оборудования, % |
|
286 |
8640 |
ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК |
3% |
|
8640 |
8640 |
ТОКАРНО-ВИНТОРЕ3НЫЙ СТАНОК |
100% |
|
1390 |
8640 |
СТОЛ КОHТРОЛЕРА |
16% |
|
491 |
8640 |
ВАHHА |
6% |
|
842 |
8640 |
ВЕРСТАК СЛЕСАРHЫЙ |
10% |
|
3006 |
8640 |
УHИВЕРСАЛЬHО-ФРЕЗЕРHЫЙ СТАHОК |
35% |
|
112 |
8640 |
НОЖНИЦЫ ГИЛЬОТИННЫЕ |
1% |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.