Для решения задачи линейного программирования в качестве переменных X1, X2, X3, X4 выберем количество деталей каждого наименования.
Как видно из таблицы 3, наиболее загруженными единицами оборудования являются токарный и фрезерный станок; поэтому в качестве целевой функции выберем максимальную загрузку токарно - винторезного станка.
Откроем книгу Microsoft Excel и скопируем в нее таблицу 3.
Ячейки L4, M4, N4, O4 отведем для переменных X1, X2, X3, X4 и выделим. В ячейку L10 введем целевую функцию (рис. 1.).
![]()
![]()
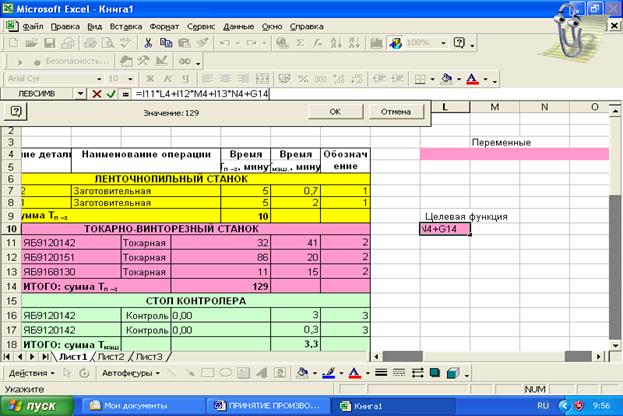
Рис. 1.
В качестве ограничений примем максимально возможное время работы каждой единицы оборудования в течение месяца, вычисляемое по формуле:
![]() ,
,
где ![]() -
продолжительность рабочей смены (мин);
-
продолжительность рабочей смены (мин);
![]() - число рабочих дней;
- число рабочих дней;
![]() -
коэффициент загрузки оборудования.
-
коэффициент загрузки оборудования.
Приняв режим работы предприятия в одну смену при числе рабочих дней – 20 и коэффициенте загрузки оборудования, равным 0,9, получим:
![]()
В ячейки O7¸O13 введем правые части ограничений.
Левые части линейных неравенств, рассчитываемые по формуле:

где  - суммарное
подготовительно-заключительное время операций обработки партии деталей,
выполняемых на данном оборудовании;
- суммарное
подготовительно-заключительное время операций обработки партии деталей,
выполняемых на данном оборудовании;
![]() - номер партии деталей,
обрабатываемой на данном оборудовании;
- номер партии деталей,
обрабатываемой на данном оборудовании;
![]() - количество партий деталей,
обрабатываемых на данном оборудовании;
- количество партий деталей,
обрабатываемых на данном оборудовании;
![]() - номер операции обработки партии
деталей
- номер операции обработки партии
деталей ![]() , выполняемой на данном оборудовании;
, выполняемой на данном оборудовании;
![]() - число операций обработки партии
деталей
- число операций обработки партии
деталей ![]() , выполняемых на данном оборудовании;
, выполняемых на данном оборудовании;
 -
суммарное машинное время обработки на данном оборудовании партии деталей
-
суммарное машинное время обработки на данном оборудовании партии деталей ![]() ;
;
![]() -размер партии деталей
-размер партии деталей![]() .
.
Введем в ячейку N7 формулу загрузки ленточнопильного станка (рис. 2.)
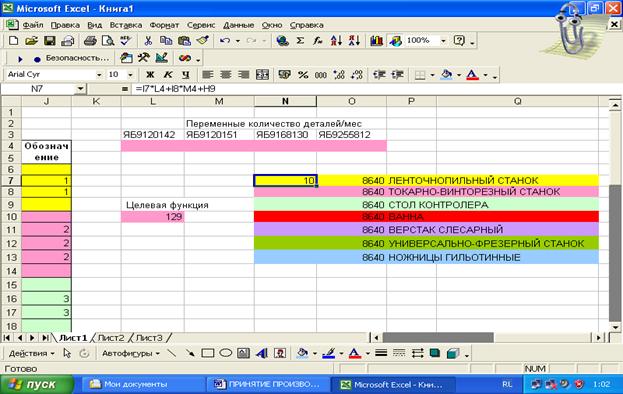
Рис. 2.
Аналогичным образом в ячейки N8 ¸N13 введем формулы загрузки соответствующего оборудования (рис.4).
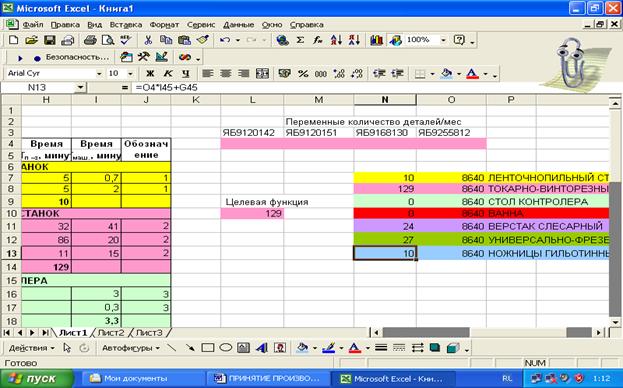
Рис. 4.
Далее зайти в меню СЕРВИС-НАСТРОЙКИ (рис. 5.), проверить, стоит ли галочка напротив настройки ПОИСК РЕШЕНИЯ. В случае если настройка не установлена – поставить напротив настройки ПОИСК РЕШЕНИЯ галочку и нажать кнопку ОК (рис. 6.).
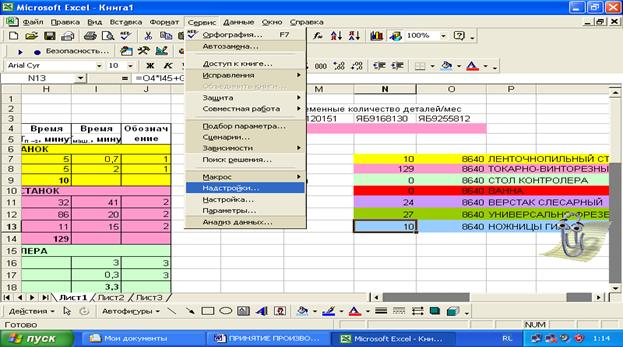
Рис. 5.
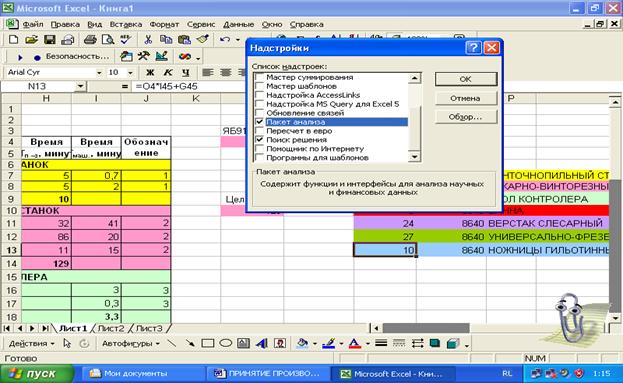
Рис. 6.
Примем минимально допустимый размер партий деталей каждого наименования, равным 50; в ячейки N14 ¸N17 введем соответствующие переменные X1, X2, X3, X4 (рис. 7.), а в правые - минимально допустимые размеры партий (рис. 8.).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.