









2 ШАХТНЫЙ ТРАНСПОРТ
Введение
В настоящее время на шахте используются следующие виды транспорта:
- электровозный,
- скребковые конвейеры,
- ленточные конвейеры.
Электровозный транспорт служит для доставки материалов и оборудования. Доставка в шахту осуществляется: с промплощадки до грузолюдского ствола электровозным транспортом, далее подъемной машиной Ц3∙2.2 до горизонта +70м, затем электровозным транспортом по квершлагу до заездов на уклоны. В качестве подвижного состава используются: - электровозы АМ – 8Д, вагонетки ВГ-3,3.
Технические характеристики электровоза АМ – 8Д.
- суммарная мощность тяговых двигателей, кВт - 2∙10;
- скорость электровоза, м/с - 2,0;
- тяговое усилие, кН - 8,8;
- тип элекродвигателя-ДРТ - 10А;
- напряжение, В - 110;
- часовой ток, А - 100;
- продолжительный ток, А - 50;
- тип аккумуляторной батареи - 90 ТНЖШ – 550 - У5;
- ширина колеи, мм - 900;
- масса, т - 8,0.
Технические характеристики вагонеток ВГ3,3.
- вместимость, м3 - 3,3;
- грузоподъемность, кг - 5900;
- колея, мм - 900;
- габаритные размеры, мм: ширина - 1350, длинна - 3575, высота - 1550;
- жесткая база, мм -1 100.
Скребковые конвейеры используются для выдачи угля из забоев. В проходческих забоях используются конвейера СР-70 и 2СР-70, в добычных забоях используются конвейера «Анжера-30», подробное описание которого приведено в § 1 настоящего проекта.
Ленточные конвейеры наиболее эффективный и безопасный транспорт. Поскольку вертикальная схема вскрытия определена фактически пройденными наклонными стволами, выдача угля на поверхность осуществляется конвейерной цепочкой. В данном проекте приведен подробный расчёт магистрального и участкового конвейеров.
2.1 Расчёт магистрального ленточного конвейера
Данные для расчёта ленточного конвейера
– часовая производительность, Qч = 1500 т / ч
– насыпная плотность
груза, g
= 0,85 т / м![]()
– наибольший размер характерных кусков, а = 300 мм
– максимальная длина транспортирования, l = 1500 м
– естественный угол откоса груза, r = 35 град
– угол наклона конвейера, b = 11 град
– скорость движения ленты, uо = 3,2 м / с.
Согласно [ 4 ], необходимая ширина ленты
 (
2.1 )
(
2.1 )
где Qч - необходимая часовая производительность конвейера;
K![]() - коэффициент производительности К
- коэффициент производительности К![]() = 560 [ 3, табл. 14.20];
= 560 [ 3, табл. 14.20];
с - коэффициент снижения площади поперечного сечения насыпного груза на ленте с = 0,85 [3, табл. 14.19];
u![]() - скорость
движения ленты для предварительных расчетов;
- скорость
движения ленты для предварительных расчетов;
g - насыпная плотность груза (принимается по данным для расчёта).

Полученная по приёмной способности ширина ленты должна быть проверена по кусковатости.
Необходимая по кусковатости ширина ленты для рядового материала:
Вк ³ 2а + 200, ( 2.2 )
где а - наибольший размер характерных кусков.
Вк ³ 2 × 300 + 200 = 800 мм.
Принимается стандартная ширина ленты В = 1200 мм, согласно ГОСТ 22 644-77.
Уточняется скорость транспортирования:
 (
2.3 )
(
2.3 )
где В- принятая ширина ленты, м.

Согласно ГОСТ 22 644-77 принимается стандартная скорость транспортирования полезного ископаемого V = 3,2 м / с.
Тяговый расчёт выполняется с использованием метода “обхода контура” по точкам с учётом отдельных видов распределённых и сосредоточенных сопротивлений по трассе конвейера.
Масса ленты на 1 м длины конвейера:
![]() (
2.4 )
(
2.4 )
где mл
- масса 1 м![]() ленты, кг (для ленты типа
2РТЛО-3000 принимается mл = 45 кг / м2 согласно [
4, табл. 6]).
ленты, кг (для ленты типа
2РТЛО-3000 принимается mл = 45 кг / м2 согласно [
4, табл. 6]).
qл = 1,2 × 45 = 54 кг / м.
Масса груза на 1 м длины конвейера:
 ,
( 2.5 )
,
( 2.5 )
 кг/м.
кг/м.
Масса вращающихся частей роликоопор нагруженной ветви:
 (
2.6 )
(
2.6 )
где ![]() - массы
вращающихся частей роликоопор нагруженной ветви ленты,
- массы
вращающихся частей роликоопор нагруженной ветви ленты,
принимается ![]() =
25 кг, согласно [ 3, табл. 7.11];
=
25 кг, согласно [ 3, табл. 7.11];
![]() - расстояние между роликоопорами
нагруженной ветви ленты, принимается
- расстояние между роликоопорами
нагруженной ветви ленты, принимается ![]() =
1,2 м, согласно [ 3, табл. 7.12]
=
1,2 м, согласно [ 3, табл. 7.12]
 кг / м.
кг / м.
Масса вращающихся роликоопор порожней ветви ленты:
 (
2.7 )
(
2.7 )
где ![]() - массы вращающихся частей
роликоопор нагруженной ветви ленты, принимается
- массы вращающихся частей
роликоопор нагруженной ветви ленты, принимается ![]() =
21,5 кг, согласно [3, табл. 7.11];
=
21,5 кг, согласно [3, табл. 7.11];
![]() - расстояние
между роликоопорами нагруженной ветви ленты,
- расстояние
между роликоопорами нагруженной ветви ленты,
принимается
![]() = 2,4 м, согласно [ 3, табл.
7.12]
= 2,4 м, согласно [ 3, табл.
7.12]
 кг / м.
кг / м.
Сопротивление грузовой ветви ленточного конвейера определяется по формуле:
Wгр = l ×
g × {[ (qг+qл)
cos b+![]() ] ×
] × ![]() +(qг+qл)
sin b}, (
2.8 )
+(qг+qл)
sin b}, (
2.8 )
где b - угол установки конвейера;
![]() - коэффициент сопротивления
движению верхней ветви ленты, принимается
- коэффициент сопротивления
движению верхней ветви ленты, принимается ![]() =0,04
, согласно [4, табл. 4].
=0,04
, согласно [4, табл. 4].
Wгр =1500×9,81{[72,9+37)cos11°+20,8] 0,04+(72,9+37)sin11°}= 304403,2 H.
Сопротивление движению порожней ветви определяется по формуле:
Wп
= l × g × [ (qл × cos b+![]() ) ×
) × ![]() -
qл ×
sin b],
( 2.8 )
-
qл ×
sin b],
( 2.8 )
где ![]() - коэффициент сопротивления
движению нижней ветви ленты, принимается
- коэффициент сопротивления
движению нижней ветви ленты, принимается ![]() =0,035
, согласно [ 4, табл. 6 ].
=0,035
, согласно [ 4, табл. 6 ].
Wп = 1500 × 9,81 × [(37 × cos11°+9) × 0,035-37 × sin11°] = -80706,4 H.
Сопротивление движению в месте очистного устройства:
Wоч = Рс.о. × В, ( 2.9 )
где Рс.о. - удельное сопротивление очистки, принимается
Рс.о. = 500 Н / м, согласно [ 4 ].
Wоч = 500 × 1,2 = 600 Н.
Сопротивление движению в месте загрузки конвейера:
Wзаг = 0,1 qг (![]() -
-![]() ) × g+f ×
) × g+f ×
![]() ×
r × g ×
кб +к9 × lб
, ( 2.10 )
×
r × g ×
кб +к9 × lб
, ( 2.10 )
где f - коэффициент трения груза о стенки металлических бортов, принимается f = 0,35;
hб - высота борта, принимается hб = 1,5 м согласно [ 4, стр. 12];
кб - коэффициент бокового трения, принимается кб = 0,8;
к9 - удельное сопротивление трению уплотнительных резиновых полос о ленту, принимается к9 = 70 Н / м;
lб - длина загрузочных бортов, принимается lб = 5 м;
![]() -
-![]() =
2,5 - рекомендуется принимать согласно [4, стр. 12].
=
2,5 - рекомендуется принимать согласно [4, стр. 12].
Wзаг = 0,1× 72,9 × 2,5 × 9,81+0,35 × 1,52 × 0,85 × 9,81 × 0,8+70 × 5 = 534 Н.
Принципиальная схема ленточного конвейера приведена на рис. 2.1.
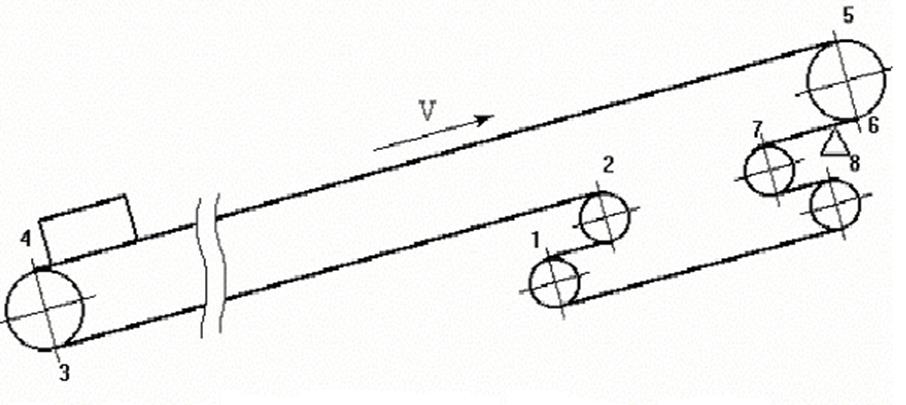
Рисунок 2.1 – принципиальная схема ленточного конвейера
Определяется натяжение ленты в каждой точке контура по формулам:
S1 = Sсб;
S2 = S1 × ку = Sсб × 1,06;
S3 = S2 × Wп = Sсб × 1,06 - 80706,4;
S4 = S3 × ку = (Sсб × 1,06 - 80706,4) × 1,06 = 1,1236 × Sсб – 85548,8;
S5 = S4 + Wгр +Wзаг = 1,1236 × Sсб - 85548,8+304403,2+534 =
= 1,1236 × Sсб + 390486;
S6 = S5 × ку = (1,1236 × Sсб + 390486) × 1,06 = 1,191 × Sсб +413915;
S7 = S6 + Wоч = 1,191 × Sсб +413915+500 = 1,191 × Sсб +414415;
S8 = S7 × ку = (1,191 × Sсб +414415) × 1,06 = 1,2625 × Sсб +439280.
Минимальное натяжение сбегающей ветви ленты Sсб min у приводного барабана по условию исключения ее проскальзывания определяется по формуле
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.