10
1. Субтрактивный (химический)
2. Аддитивный:
- химическая металлизация
- комбинированный – хим.металл. + гальваническое усиление меди.
3. Метод последовательного наращивания. Он реализуется с помощью тонкоплёночной
и толстоплёночной технологии.
1) Субтракция – “отнимание”. Самый распространённый метод и лучше всего освоен
технологически.
Исходный материал: одно или двух сторонний фольгированный текстолит.
Рисунок печатных проводников наносится на фольгированную основу в виде защитной
резистивной плёнки. Не покрытые резистом места стравливают и удаляют травлением.
2) Аддитивный – “прибавлять”
Исходный материал: не фольгированный диэлектрик.
На поверхность не фольгированного диэлектрика наносится рисунок ПП.
3) Это формирование многослойной структуры в непрерывном процессе и с
чередующимися изоляционными проводящими слоями. При этом тонкоплёночная
технология – процесс получения плёнок на вакуумных установках.
Толстоплёночная технология – это нанесение паст через трафарет с последующем
выжиганием.
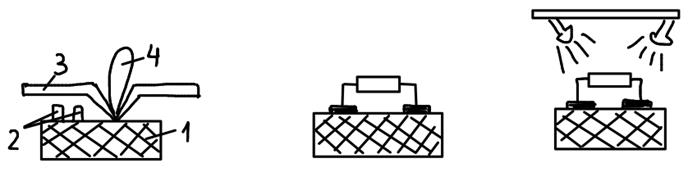
Основные технологические операции изготовления ПП.
Химически позитивным методом.

1
– получение заготовки, 2 – получение защитного рельефа, 3 – Травление, 4 –
удаление фоторезиста, 5 – получение отверстий.
Технология производства двухсторонней ПП сложнее и связано с получением
выходных отверстий.
Сложность:
получение однотолщинного по глубине слоя металла.
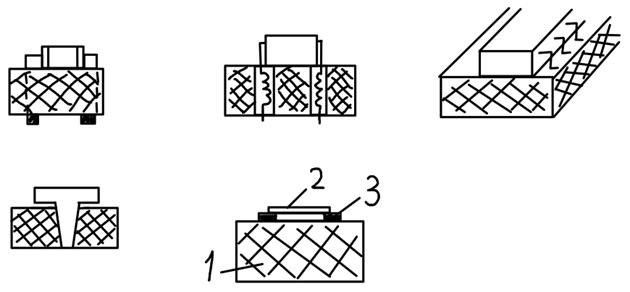
Аддитивная технология:

1
– получение заготовки, 2 – получение отверстий, 3 - нанесение защитного
рельефа, 4 – получение тонкого слоя меди
Химическое осаждение низко производительный процесс 1мкр/час
- Гибкие ПП это аналог жестких ПП.
Могут быть одно и двух сторонние. Изготавливаются методом поверхностного
монтажа.
 11
11
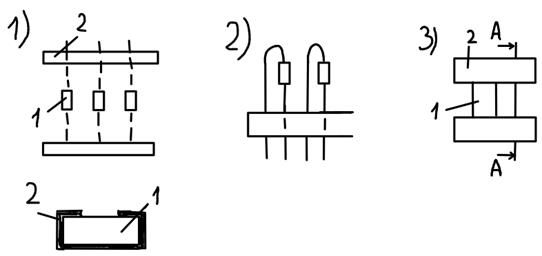
1-ый этап монтажа узла в зависимости от конструкции контактных узлов
различают 3 вида сборки:
1) Со штыревыми выводами:
2)
С планарными выводами:
3) Без выводов:
2, 3 – поверхностный монтаж.
Основные технологические операции при сборке печатных узлов.
Сборка – подготовка ЭРЭ, транспортировка их в зону сборки и установка на ПП.
Компонент может быть предварительно размещён на ленто носителях.
1, 2 – ленто носители
3 – кассеты носители
Должен быть анти статичен.
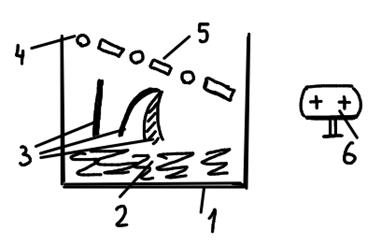
Вибробункер:
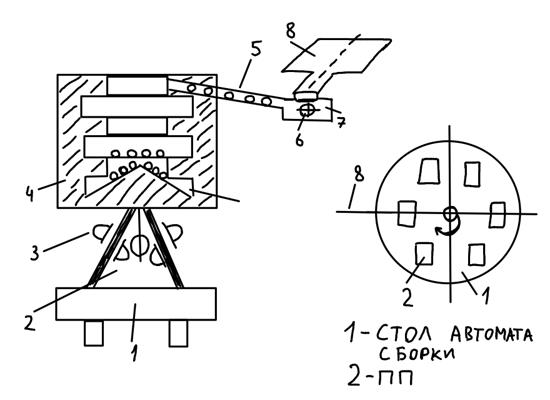
1
– Основание(8-10кг), 2 – Пластинчатая пружина, 3 – Электро/магнитные катушки, 4
– Чаша вибробункера, 5 – Лоток подачи изделия в зону работы автомата, 6 –
Приёмный лоток, 7 – ЭРЭ(изделие), 8 – Захват автомата сборки
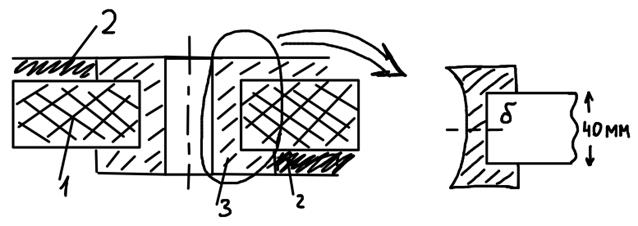
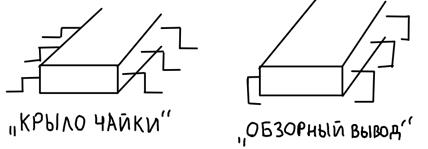
Формовка вывода:
Для микроэлементов:

Для
микроcхем:
 Фиксация
элементов на ПП.
Фиксация
элементов на ПП.
1)
За счёт подгиба
2) С помощью зига
3) Клей
4) Конический вывод
5) Вязкая паста
1 – диэлектрическое основание
2 – чип
3 – паста (припой)
Пайка элементов на ПП.
В серийном производстве - пайка погружением, когда ПП с собранными на ней
элементами помещается в расплавленный припой называется пайка волной припоя
(пайка окупанием).
Установка пайки элементов волной припоя:
1
– ванна, 2 – расплавленный припой, 3 – Посадки, 4 – Транспортёр, 5 – ПП с ЭРЭ, 6
– Электродвигатель подачи припоя в зону посадки
Плата перемещается навстречу припою. При контакте с припоем происходит плавка.
По конструкции посадки бывают нескольких видов:
Лучше те, которые дают меньше окиси припоя.
1) Нанесение припойной пасты
1 – основание
2 – припойная паста
3 – желоб транспортёра
4 – резиновая лопатка
2) Монтаж ЭРЭ на припойную пасту
3) Инфракрасная пайка
12
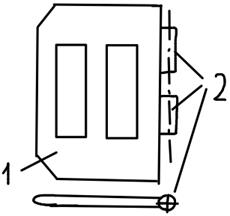
БНК – базовая несущая конструкция
Для модулей 1 – ого уровня БНК является каркасом для размещения составных
частей конструкции. Размеры стандартизованы.
Например:
Я-1-1-1это Ячейка-стандартная ЭВМ-без рамки-одна ПП.
1
– каркас, 2 – место установки модулей 1 – ого уровня.
Каркас для печатных узлов:
1
– рамка, 2 – шарниры
Конструкция модуля 1 – ого уровня:
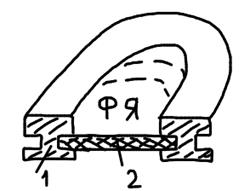
1
– диэлектрическое основание, 2 – периферийный радиатор
Варианты отвода тепла от теплонагруженных микросхем и микросборок.
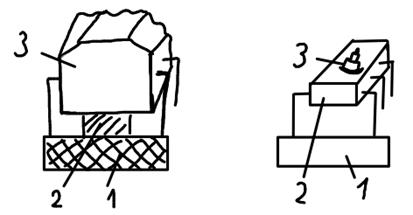
1)
Установка элементов на шину. Материал шины – Al,
Cu. Толщина до 1мм.
При наличии периферийного радиатора тепловая шина крепится с помощью заклёпок
на периферийный радиатор.
2) Установка на термонагруженную микросхему радиатора.
Конструирование модулей 2 – ого уровня.
Это второй структурный уровень. Блок объединяет ФЯ, крупноформатные
элементы(трансформаторы, элементы крепления).
Отличительная черта блока – наличие лицевой панели. Может иметь самостоятельное
применение или входить в состав стойки, шкафа, пульта.
Основные требования:
1. Защита от механического и климатического воздействия.
2. Обеспечение конструктивной совместимости с другими РЭС.
3. Ремонтно пригодность
4. Обеспечение тепловых режимов
Блоки бывают:
герметичные, негерметичные
В ГОСТ оговорены основные габаритные размеры.
Конструктор при разработке блока решает вопросы:
1. Электрической и тепловой совместимости
2. Ремонтопригодности
3. Возможности автоматизации сборочных операций
4. Конструирование лицевой панели
ТЭЗ – типовой элемент замены, модуль 1- ого уровня на котором размещён
соединитель для внешней коммутации в состав которого входит: лицевая панель,
ЭРЭ микросхемы, размещённые на диэлектрическом основании.
Объединительная (материнская плата) – это плата электроники, на которой вместе
с компонентами схемы установлены электрические соединители, в которых можно
установить тепловые элементы замены с недостающими компонентами схемы прибора.
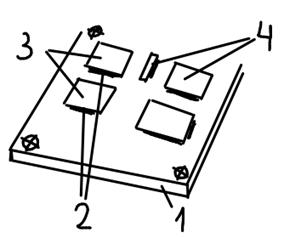
1
– объединительная плата, 2 – электрический соединитель, 3 – ТЭЗ, 4 – микросхемы
 13
13
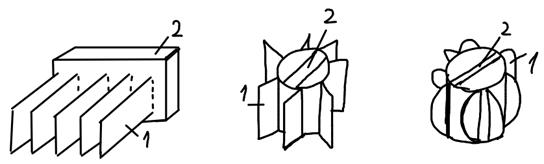
Компоновочные схемы блоков:
1) Параллелепипед
2) Цилиндр
3) Сфера
1 – типовой элемент замены, 2 – монтажная плата
4) Блок разъёмной конструкции:
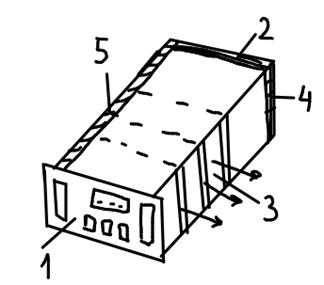
1
– лицевая панель
2 – задняя панель
3 – функциональная ячейка
4 – зона межблочных коммутаций
5 – зона внутри блочной коммутации
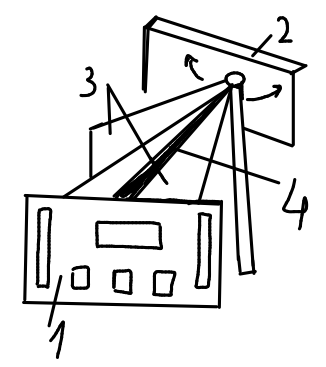
5) Блок книжной конструкции:
1 – лицевая панель
2 – задняя панель
3 – функциональная ячейка
4 – объединительная плата
6) Откидные конструкции:
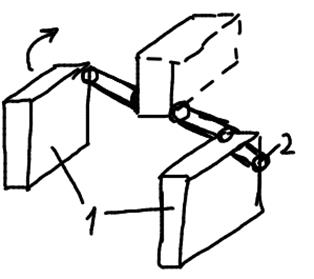
1
– функциональная ячейка, 2 – ось
7) Блок герметичной конструкции:
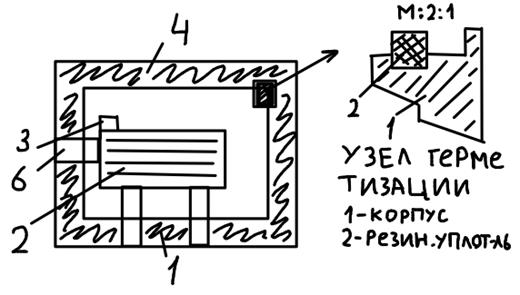
1
– корпус, 2 – функциональная ячейка, 3 – гибкий шлейф, 4- крышка корпуса, 5 –
узел герметизации, 6 – разъём
Вакуумно – плотная герметизация обеспечивается паяным швом между крышкой и
корпусом.
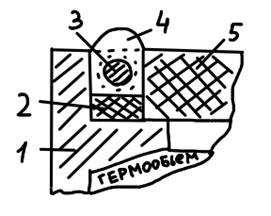
1
– корпус гермообъёма, 2- эластичная прокладка, 3 – стальная проволока, 4 – зона
пайки, 5 – крышка гермообъёма
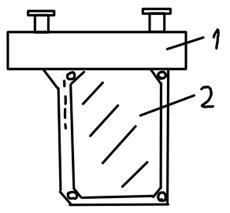
Вариант конструкции с полной герметизацией:
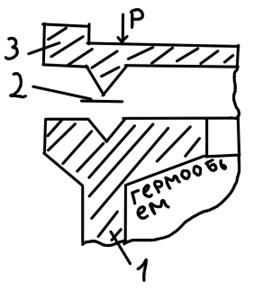
p –
прикладываемая сила, 1 – корпус, 2 – Медная прокладка толщиной 0,3-0,5мм, 3 –
крышка
При затяжке болтов прокладка деформируется и заполняет микронеровности стыка.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.