ж) конструкция станка должна обеспечивать возможность модульного построения и проведения поузловых испытаний.
3.2.8 Требования к безопасности и влияния на окружающую среду
Станок должен соответствовать требованиям, изложенным в ГОСТ 12.2.026.0-93:
а) общий уровень звука на рабочем месте должен быть не более 80 дБ по ГОСТ 12.17003-76. Общие требования безопасности;
б) допустимый уровень вибрации на рабочем месте не более 92 дБ;
в) объем воздуха, отсасываемый через каждый патрубок стружкоприемника, должен быть не менее 500 м3/час;
г) минимальная скорость воздуха в выходном патрубке не менее 18 м/с.
3.2.9 Эстетические и эргономические требования
Станок должен обеспечивать удобство эксплуатации, пульт управления и рукоятки расположены в удобных для работы местах. Усилие на рукоятках должно быть не более 120 Н.
3.2.10 Требования к патентной чистоте
Станок должен обладать патентной чистотой в отношении стран: Болгарии, Германии, Италии, Югославии, Франции, Японии, Финляндии.
3.2.11 Требования к составным частям станка, сырью и материалам
При выборе материалов необходимо учитывать ограничительный стандарт предприятия-изготовителя. По возможности не применять дефицитные материалы, сплавы, продукцию, содержащую эти материалы и сплавы.
3.2.12 Условия эксплуатации
Вид обслуживания станка – постоянный. Станок должен эксплуатироваться в помещении при температуре от +1 до +40 ºС. Станок должен обеспечивать возможность его эксплуатации в помещении класса П-ІІ по правилам установки электрооборудования. Станок обслуживается одним подсобным рабочим, который должен заменять полные бункеры для деталей. Заготовки, поступающие на станок должны иметь влажность не более 15 % и отклонение от плоскостности не более 0,5 мм на 1000 мм. Стружка должна отсасываться в общую цеховую эксгаустерную систему.
3.2.13 Требования к маркировке и упаковке
Консервация станка должна соответствовать инструкции «Временная противокоррозионная защита изделий». Каждый станок должен упаковываться в деревянный ящик, соответствующий ГОСТ 10198-78.
3.2.14 Требования к транспортировке и хранению
Станок допускается транспортировать любым видом транспорта. Удары, кантование и штабелирование при погрузочно-разгрузочных работах не допускаются.
3.3 Разработка схем
Основные функциональные схемы, их описание, достоинства и недостатки представлены в таблице 3.2.
Таблица 3.2 – Основные функциональные схемы
|
Описание |
Схема |
Достоинства и недостатки |
|
1 |
2 |
3 |
|
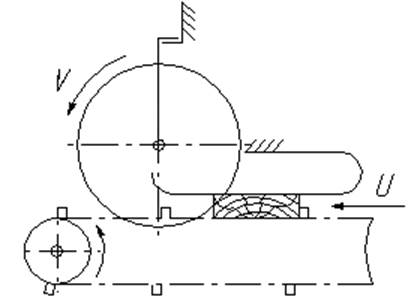
1 Пильный суппорт находится над подающим заготовку конвейером. |
|
Достоинства: 1) удобство настройки на длину отрезаемой детали. Недостатки: 1)необходимы направляющие, над всем конвейером. |
|
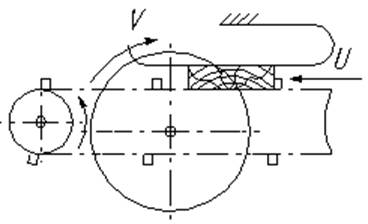
2 Пильный суппорт находится под конвейером. Над конвейером располагается прижим. |
|
Достоинства: 1)для крепления прижима требуется менее громоздкая конструкция. Недостатки: 1)неудобство настройки суппорта на длину деталей 2)неудобство замены инструмента |
|
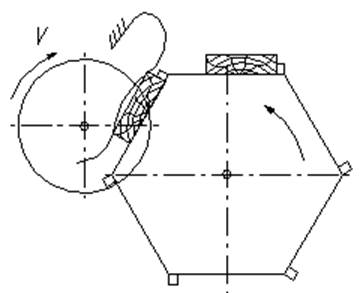
3 Заготовки подаются на пилу поворотными дисками. |
|
Достоинства: 1) не применятся шумный цепной конвейер. Недостатки: 1)необходим громоздкий барабан из нескольких дисков; 2)сложность обеспечения надежного прижима. |
|
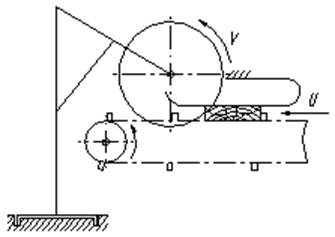
4 Пильный суппорт закреплен на кронштейне колонны. |
|
Достоинства: 1)не применяются направляющие; 2) удобство настройки. Недостатки: 1) расположение колонн в зоне разгрузки конвейера; 2) для каждого пильного суппорта сооружается колонна. |
В результате комплексного анализа по показателям технологичности и удобства работы на станке выбирается первая схема.
При разработке кинематической схемы станка слешерного типа для раскроя пиломатериалов по длине учитываются следующие тезисы.
Кинематическая схема станка служит основой для разработки узлов машин в целом. Поэтому выбору оптимального варианта кинематической схемы, предопределяющей совершенную в современном понимании конструкцию машины, должно быть также уделено существенное внимание.
Специфика кинематических схем современных деревообрабатывающих машин состоит в использовании:
1) многодвигательного привода, в результате чего имеется возможность расчленять кинематические схемы машин на отдельные автономные кинематические схемы узлов;
2) приводных узлов с требуемой частотой вращения выходного вала – мотор-редукторов, мотор-вариатор-редукторов, гидромоторов;
3) гидравлических и пневматических приводов, обеспечивающих возвратно-поступательное и шаговое движение исполнительных рабочих органов.
Очевидными положительными аспектами, учитываемыми при разработке варианта кинематической схемы машины, являются:
1) деление кинематической схемы машины на отдельные автономные составные части с использованием унифицированных, стандартных элементов в виде конструктивных модулей (например, привод, механизмы передачи движения, исполнительные механизмы с рабочими органами);
2) максимально возможное использование типовых стандартных – неоригинальных в конструктивном исполнении – элементов;
3) сокращение разнообразия приводов;
4) возможно меньшее различие в скоростях движения привода и рабочих органов – при этом требуется меньшее количество передач.
При помощи кинематических расчетов проводится анализ кинематической схемы станка, т.е. определяются численные значения параметров, характеризующих рабочие движения исполнительных механизмов станка (скорости резания, подачи) и выявляются потери мощности в различных элементах кинематической цепи, свидетельствующие о степени совершенства передаточного механизма.
Выполнению расчетов предшествует вычерчивание кинематической схемы механизма, представленной на листе ТПЖА.042000.860 К, в соответствии с государственными стандартами с обязательным нанесением численных характеристик кинематических звеньев.
Характеристика элементов кинематической схемы и ее рассчитанные параметры сводятся в таблицу 3.3.
Таблица 3.3 – Характеристика элементов кинематической схемы и результаты кинематического расчета
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.