3 Требования к точности и шероховатости поверхностей
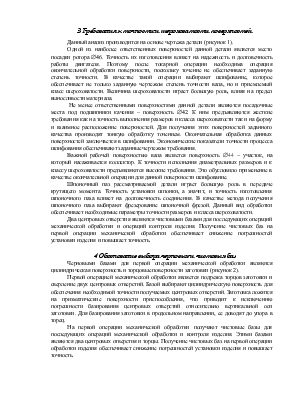
Данный анализ производится на основе чертежа детали (рисунок 1).
Одной из наиболее ответственных поверхностей данной детали является место посадки ротора Æ46. Точность их изготовления влияет на надежность и долговечность работы двигателя. Поэтому после токарной операции необходима операция окончательной обработки поверхности, поскольку точение не обеспечивает заданную степень точности. В качестве такой операции выбирают шлифование, которое обеспечивает не только заданную чертежом степень точности вала, но и приемлемый класс шероховатости. Величина шероховатости играет большую роль, влияя на предел выносливости материала.
Не менее ответственными поверхностями данной детали являются посадочные места под подшипники качения – поверхность Æ42. К ним предъявляются жесткие требования как на точность выполнения размеров и класса шероховатости так и на форму и взаимное расположение поверхностей. Для получения этих поверхностей заданного качества производят тонкую обработку точением. Окончательная обработка данных поверхностей заключается в шлифовании. Экономические показатели точности процесса шлифования обеспечивают заданные чертежом требования.
Важной рабочей поверхностью вала является поверхность Æ44 – участок, на который насаживается коллектор. К точности исполнения диаметральных размеров и к классу шероховатости предъявляются высокие требования. Это обусловило применение в качестве окончательной операции для данной поверхности шлифование.
Шпоночный паз рассматриваемой детали играет большую роль в передаче крутящего момента. Точность установки шпонки, а значит, и точность изготовления шпоночного паза влияет на долговечность соединения. В качестве метода получения шпоночного паза выбирают фрезерование шпоночной фрезой. Данный вид обработки обеспечивает необходимые параметры точности размеров и класса шероховатости.
Два центровых отверстия являются чистовыми базами для последующих операций механической обработки и операций контроля изделия. Получение чистовых баз на первой операции механической обработки обеспечивает снижение погрешностей установки изделия и повышает точность.
4 Обоснование выбора черновых и чистовых баз
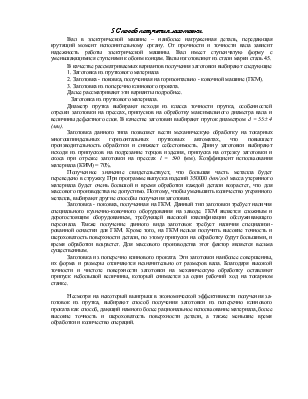
Черновыми базами для первой операции механической обработки являются цилиндрическая поверхность и торцовые поверхности заготовки (рисунок 2).
Первой операцией механической обработки является подрезка торцов заготовки и сверление двух центровых отверстий. Базой выбирают цилиндрическую поверхность для обеспечения необходимой точности получаемых центровых отверстий. Заготовка ложится на призматические поверхности приспособления, что приводит к исключению погрешности базирования центровых отверстий относительно вертикальной оси заготовки. Для базирования заготовки в продольном направлении, ее доводят до упора в торец.
На первой операции механической обработки получают чистовые базы для последующих операций механической обработки и контроля изделия. Этими базами являются два центровых отверстия и торцы. Получение чистовых баз на первой операции обработки изделия обеспечивает снижение погрешностей установки изделия и повышает точность.
5 Способ получения заготовки
Вал в электрической машине – наиболее нагруженная деталь, передающая крутящий момент исполнительному органу. От прочности и точности вала зависит надежность работы электрической машины. Вал имеет ступенчатую форму с уменьшающимися ступенями к обоим концам. Валы изготовляют из стали марки сталь 45.
В качестве рассматриваемых вариантов получения заготовки выбирают следующие
1. Заготовка из пруткового материала
2. Заготовка - поковка, полученная на горизонтально - ковочной машине (ГКМ).
3. Заготовка из поперечно клинового проката.
Далее рассматривают эти варианты подробнее.
Заготовка из пруткового материала.
Диаметр прутка выбирают исходя из класса точности прутка, особенностей отрезки заготовки на прессах, припусков на обработку максимального диаметра вала и величины дефектного слоя. В качестве заготовки выбирают пруток диаметром d = 55± 4 (мм).
Заготовка данного типа позволяет вести механическую обработку на токарных многошпиндельных горизонтальных прутковых автоматах, что повышает производительность обработки и снижает себестоимость. Длину заготовки выбирают исходя из припусков на подрезание торцов изделия, припуска на отрезку заготовки и скоса при отрезке заготовки на прессах l = 590 (мм). Коэффициент использования материала (КИМ) = 70%.
Полученное значение свидетельствует, что большая часть металла будет переведено в стружку. При программе выпуска изделий 350000 дет/год масса утерянного материала будет очень большой и время обработки каждой детали возрастет, что для массового производства не допустимо. Поэтому, чтобы уменьшить количество утерянного металла, выбирают другие способы получения заготовки.
Заготовка - поковка, полученная на ГКМ. Данный тип заготовки требует наличия специального кузнечно-ковочного оборудования на заводе. ГКМ является сложным и дорогостоящим оборудованием, требующей высокой квалификации обслуживающего персонала. Также получение данного вида заготовок требует наличия специализированной оснастки для ГКМ. Кроме того, на ГКМ нельзя получить высокие точность и шероховатость поверхности детали, по этому припуски на обработку будут большими, и время обработки возрастет. Для массового производства этот фактор является весьма существенным.
Заготовка из поперечно клинового проката. Эти заготовки наиболее совершенны, их форма и размеры отличаются незначительно от размеров вала. Благодаря высокой точности и чистоте поверхности заготовки на механическую обработку оставляют припуск небольшой величины, который снимается за один рабочий ход на токарном станке.
Несмотря на некоторый выигрыш в экономической эффективности получения заготовок из прутка, выбирают способ получения заготовки из поперечно клинового проката как способ, дающий намного более рациональное использование материала, более высокие точность и шероховатость поверхности детали, а также меньшие время обработки и количество операций.
6 Краткое описание принятого технологического процесса
Разработка в данной курсовой работе технологического процесса осуществляется на основании нескольких основных принципов. Последовательность выполнения операций в технологическом процессе определяется величиной снимаемого припуска на конкретной операции. Прежде всего, выполняются операции, характеризующиеся максимальным припуском, снимаемым при обработке. Данный принцип обусловлен тем, что при снятии больших величин припуска в детали по истечении некоторого промежутка времени выявляются остаточные напряжения, приводящие к деформации детали. При несоблюдении данного принципа после "тяжелых" в динамическом отношении операций произойдет деформация детали, и на обработанных заранее поверхностях с высокой точностью проявятся искажения формы и размеров настолько, что данные поверхности окажутся дефектными. Поэтому первой операцией механической обработки является фрезерование, характеризующееся большими величинами снимаемого припуска, а последней операцией является шлифование, характеризующееся малыми величинами снимаемого слоя металла и высокими требованиями к качеству обработанной поверхности.
В качестве черновых баз на первой операции механической обработки используют поверхности, обеспечивающие надежное закрепление заготовки при обработке, данные поверхности должны быть максимально чистыми и ровными. Черновые базы обеспечивают получение чистовых постоянных баз, используемых для базирования на последующих операциях механической обработки. При определении схемы базирования заготовки на последующих операциях механической обработки руководствуются принципом постоянства чистовых баз. На основании этого принципа базирование на операциях механической обработки однотипно. Соблюдение данного условия обеспечивает наименьшую погрешность обработки, наименьшие отклонения формы и расположения поверхностей, полученных на разных операциях. Так для разработанного технологического процесса постоянными чистовыми базами являются центровые отверстия.
Станочное оборудование, применяемое при обработке, выбирают исходя из возможности обработки заготовки с заданными габаритами и величин рабочего хода исполнительных узлов станка. Для массового производства большое значение имеет высокая производительность станка, которая должна обеспечивать обработку заданного количества деталей при выбранных режимах резания.
7 Экономическое обоснование техпроцесса
Обтачивать валы можно на токарных станках, токарно-многорезцовых полуавтоматах или на токарных гидрокопировальных полуавтоматах.
При обработке на токарно-многорезцовых автоматах, когда одновременно работают несколько резцов, основное время меньше, чем при обработке одним резцом на токарных гидрокопировальных станках. Но подготовительно-заключительное время и время на техническое обслуживание на многорезцовых полуавтоматах достигает значительных размеров. На наладку таких станков с большим количеством обрабатывающих резцов уходит так много времени, что применение многорезцовых токарных станков становится не целесообразным. Кроме того, количество одновременно работающих резцов ограничивается жесткостью детали, мощностью станка и конструкцией резцедержателей.
На точность обработки на многорезцовых автоматах влияют кроме общих, ряд дополнительных факторов: неточность размеров, определяющих расположение резцов, неодинаковый износ резцов, меняющаяся величина отжатия в системе СПИД, что происходит из-за последовательного вступления в работу резцов, закрепленных в резцедержателях.
Обтачивание же валов на гидрокопировальных автоматах имеет ряд преимуществ перед обтачиванием на многорезцовых станках. Так время на наладку и подналадку гидрокопировальных станков значительно меньше, чем на наладку. Кроме того, на гидрокопировальном автомате обработку можно вести с более высокими скоростями, чем на многорезцовых станках, т.е. при малых затратах основного времени.
При обработке на гидрокопировальных автоматах получают более высокие точность и шероховатость поверхности детали. Величина отжатия в упругой системе незначительна. На основании этих факторов выбирают обработку на гидрокопировальных полуавтоматах.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.