В связи с тем что углерод неограниченно растворим в жидком железе, но ограниченно растворим в твердом, при кристаллизации высокоуглеродистой стали получают развитие ликваци-онные процессы. Степень ликвации углерода, определенная в проволоке металлографическим способом и с помощью электронного микроскопа, достигала 28% (содержание углерода в сердцевине заготовки 1,08% при среднем содержании 0,84%) или 2 баллов по шкале оценки подусадочной ликвации в катанке. Такая неоднородность распределения элементов в непрерывно-литой заготовке и катанке вызывала повышенную обрывность проволоки при волочении и свивке и снижение пластических характеристик металлокорда и проволоки для рукавов высокого давления (РМЛ), а также повышенный расход металла. При определенных условиях кристаллизации на границе между твердой и жидкой фазами создаются большие напряжения, которые могут приводить к нарушению сплошности металла.
На основании выполненных исследований влияния различных факторов на ликвацию углерода и чистоту поверхности не-прерывнолитых заготовок были установлены оптимальные параметры разливки на МНЛЗ № 3 высокоуглеродистой стали, а также сформулированы основные направления реконструкции МНЛЗ № 3 [19, 20]. Было установлено, что повышение скорости разливки и температуры металла в промежуточном ковше увеличивает степень ликвации, поэтому рекомендовано скорость разливки поддерживать в интервале 0,5...0,6 м/с, а температуру металла в промковше -- на 20...30 °С выше температуры ликвидуса. Однако выполнение указанных рекомендаций не гарантировало уровень ликвации в катанке, соответствующий требованиям заводских технических условий.
Поэтому при реконструкции МНЛЗ № 3 были реализованы следующие технические решения: удлинены кристаллизаторы и соответственно область первичного охлаждения на 100 мм, изменена конструкция кристаллизаторов; установлены катушки электромагнитного перемешивания (ЭМП) в кристаллизаторах и в зумпфовой зоне; изменена конструкция секций зоны вторичного охлаждения; усовершенствована система автоматического регулирования (САР) уровня металла в кристаллизаторе; внедрена система автоматики 1-го и 2-го уровней нового поколения.
Катушки ЭМП установили по большому радиусу разливочной дуги во второй зоне вторичного охлаждения, а на одном ручье — вторую катушку по малому радиусу на 20 см ниже первой и на расстоянии 5 см от заготовки. Наиболее оптимальную макроструктуру получили при установке катушки по большому радиусу и использовании немагнитных роликов диаметром 90 мм при следующем режиме: ток / = 550...600 А, напряжение U = 300...320 В, режим вниз — 360 с, пауза — 5 с [13].
Первичная система охлаждения устанавливает расход воды в кристаллизаторе постоянным независимо от скорости разливки, марки стали и перепада температуры в следующих пределах: 1750 л/мин для сечения 250x300 мм и 2250 л/мин для сечения 300x400 мм. Расход воды по секциям ЗВО устанавливается автоматически в зависимости от скорости разливки и марки стали (группа охлаждения) в широких пределах — от 0,7 до 78 л/мин. Управление расходом воды при работе 2-го уровня осуществляется таким образом, чтобы каждый метр сегмента заготовки получал строго определенное количество воды с учетом фактической скорости разливки. Система автоматического поддержания уровня металла в кристаллизаторе с применением радиоактивных датчиков кобальт-60 позволяет поддерживать изменение уровня в узких пределах (±5,0 мм).
Катушки ЭМП вращают жидкую фазу вокруг продольной оси заготовки и имеют следующие характеристики: сила тока — 700 А; рабочая частота катушки кристаллизатора -- 1...5 Гц, финальной катушки - - 3...13 Гц; режим работы - - «вправо без пауз», «влево без пауз» -- «вправо с паузой», «влево с паузой», «ревер-сивно». Финальная катушка имеет 5 рабочих положений по разливочной дуге в диапазоне 5182...10 766 мм [14]. Применение катушек ЭМП значительно изменило условия затвердевания стали в кристаллизаторе и массопереноса в двухфазной зоне, в результате расширилась зона равноосных кристаллов и приостановился рост столбчатых кристаллов. В целом улучшена структура непрерывнолитых заготовок, развитие ликвационных полосок снизилось в 4 раза для сечения 250x300 мм и в 2,2 раза для сечения 300x400 мм. На макротемплетах получен слабый контур обратной ликвации, а в равноосной зоне — равномерное распределение ликвирующих примесей без ярко выраженного центрального ликвационного пятна. При анализе структуры литых образцов отмечено, что зона транскристаллизации не имеет четкой границы и ориентировочная ее толщина составляет 70 мм, а толщина зоны мелких равноосных кристаллов -- 15 мм. Осевая химическая неоднородность, осевая рыхлость и общая ликвация рассредоточены по всей центральной зоне, где отмечаются следы влияния электромагнитного перемешивания.
Для оценки степени сегрегации углерода в катанке на заводе используют составленную статистическим методом шкалу, которая имеет 5 баллов, максимально допустимый балл -- 3. В результате исследований определены оптимальные режимы работы катушки ЭМП и положение финальной катушки для сталей с содержанием углерода от 0,1 до 0,8%, обеспечивающие балл ликвации не выше 3.
Система автоматического регулирования позволяет поддерживать уровень металла в кристаллизаторе с высокой точностью в статическом состоянии и в сочетании с постоянной скоростью вытягивания и колебаниями кристаллизатора с высокой частотой при малой высоте подъема обеспечивает относительно гладкую поверхность непрерывнолитой заготовки. Следующими факторами, влияющими на качество поверхности заготовки, являются стабильность и равномерность расплавления разливочного порошка. Эту задачу выполняет устройство подачи разливочного порошка.
Конструкция МНЛЗ № 3 имеет жесткую разливочную дугу, что обеспечивает движение заготовки без смещений, вибраций и исключает появление трещин на поверхности заготовок.
На базе реконструкции МНЛЗ № 3, по существу, создана машина нового поколения и увеличен объем разливаемой стали в 1,5..Л,8 раз по сравнению с проектным. В результате улучшилось качество катанки, поставляемой в сталепроволочные цехи для производства высоко- и сверхвысокопрочного металлокорда, что позволило повысить экспортный потенциал завода и укрепить его лидирующее положение на мировом рынке черных металлов.
Экспериментальные исследования процессов затвердевания и охлаждения заготовок на МНЛЗ № 3
Как отмечено авторами работ [1, 21], измерение температур в затвердевающей непрерывнолитой заготовке сопряжено с большими трудностями в связи с высокой агрессивностью расплавленной стали, усадкой слитка при затвердевании, а также вследствие перемещения заготовки в процессе разливки. Исследование процессов затвердевания и охлаждения непрерывнолитых заготовок на МНЛЗ № 3 выполнено по методике Белорусского национального технического университета [1, 2].
|
|
Измерения осуществляли для установления следующих характеристик: 1) температур угла, грани и средней плоскости; 2) интервала кристаллизации tl - ts; 3) максимального перепада температур AT = Ту - TОСИ; 4) времени полного затвердевания тзатв, восстановления граничных условий и как следствие коэффициента теплоотдачи от тела (граней) заготовки в окружающую среду.
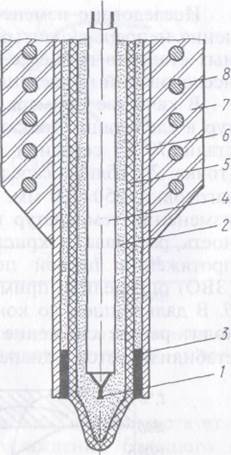
Схема термодатчика и измерительного блока показана на рис.3
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.