4 РАЗРАБОТКА ОПЕРАЦИИ КОНТРОЛЯ ЭЛЕКТРИЧЕСКИХ ПАРАМЕТРОВ ПЕЧАТНОГО УЗЛА СИСТЕМЫ ИЗМЕРЕНИЯ.
4.1 Исходные данные
Операция контроля будет состоять в проверке на соответствие погрешности паспортным данным прибора. В соответствии с техническими требованиями, абсолютная погрешность измерения составляет:
температура ±0,250С;
влажность ±1%;
концентрация CO2 ±0,03%;
4.2 Разработка методики контроля
Контроль — одна из основных функций системы управления. Контроль осуществляется на основе наблюдения за поведением управляемой системы с целью обеспечения оптимального функционирования. На основе данных контроля осуществляется адаптация системы, то есть принятие оптимизирующих управленческих решений.
Технический контроль осуществляет независимый контроль соответствия продукции установленным требованиям и гарантирует это соответствие потребителю.
При проведении операции контроля необходимо соблюдать нормальные условия в соответствии с ГОСТ 8.395-80. Печатную плату распаковать, осмотреть на предмет повреждений, она должна соответствовать рабочим чертежам в части качества покрытий, сборки, надписей, правильности комплектности, контактные зажимы и выводы должны быть исправны. Далее плату необходимо подключить к пульту контроля. Для получения статистических данных, необходимо произвести достаточное количество измерений в каждой точке диапазона: -10°С, 0°С, 20°С, 40°С, 60°С, 80°С, 100°С – для температуры, 0%, 10%, 20%, 40%, 60%, 80%, 100% - для влажности, 0,1%, 0,5%, 0,8%, 1% - для концентрации СО2. Измерения в каждой точке повторяют при увеличении измеряемой величины (прямой ход). Затем, обработав полученную выборку, получить значение погрешности и сравнить со значением, указанным в техническом задании.
4.3 Разработка установки контроля
4.3.1 Разработка функциональной схемы установки контроля
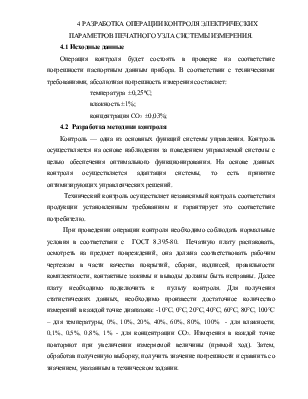
Данная микропроцессорная система измеряет такие параметры как температура, влажность и концентрация CO2. Задача печатного узла заключается в преобразовании измерительной информации, поступающей с датчиков в информацию доступную для восприятия пользователем. Установка контроля должна включать в себя эталонные приборы или системы, необходимые для воспроизведения соответствующих климатических параметров. Такими эталонными средствами могут являться климатические камеры, образцовее меры концентрации и др. Следовательно, операция контроля будет заключаться в создании образцовыми средствами значений, которые с заданной точностью должны получиться на выходе измерительной системы. Функциональная схема установки контроля имеет следующий вид:
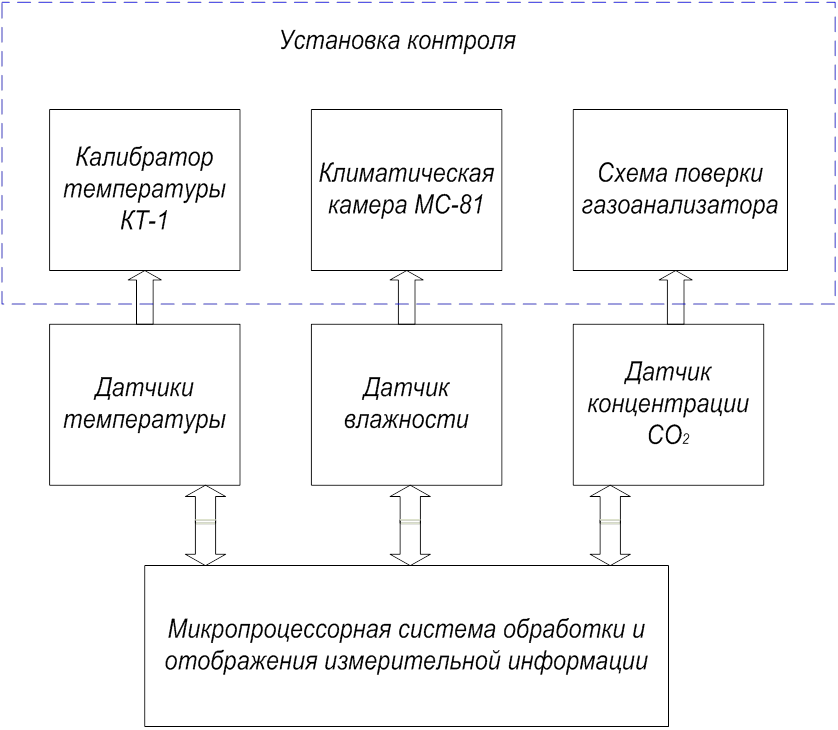
Рисунок 20- Функциональная схема установки контроля
4.3.2 Выбор оборудования
При проведении операции контроля рекомендуется использовать следующие средства измерения:
- калибратор температуры КТ-1 предназначенный для воспроизведения температуры в диапазоне от минус 40 до плюс 110°С с максимальной допустимой погрешностью воспроизведения температуры ± 0.05°С;
- климатическая камера МС-81, диапазон воспроизводимых значений относительной влажности от 10 до 100% с погрешностью ±1%;
- Калибратор влажности HUMOR 20, диапазон значений относительной влажности от 10 до 95% с абсолютной погрешностью 0,2 - 0,9% в соответствии с ГОСТ 8.568-97.
- ПГС (поверочные газовые смеси) в баллонах под давлением в соответствии с ТУ 6-16-2956-87.
Все применяемое оборудование должно иметь соответствующее свидетельство об их пригодности и работоспособности.
4.3.4 Разработка внешнего вида пульта контроля
Рисунок 21 – Пульт контроля параметров микроклимата. Внешний вид
Пульт контроля включается кнопкой «Сеть», при этом загорается светодиод. Позиционный переключатель позволяет устанавливать необходимое значение контролируемой величины. Результат измерения снимают с индикатора контролируемого прибора.
4.4 Разработка операции контроля
В данном случае рассматриваем серийный тип производства. В серийном производстве для проектирования ТП важно рассчитать размер партии одновременно запускаемых в производство изделий.
Исходя из этого определим количество изделий в партии (n):
n=N\12=700\12=59штук,
где N- количество изделий выпускаемое в год (700 штук).
Рассмотрим два варианта контроля влажности с применением автоматизированной и ручной работы.
В табл. 4.1 приведены необходимые переходы и оперативное время ТОП для контроля влажности с применением автоматизированной работы.
Таблица 4.1 – Нормирование переходов операции контроля с применением автоматизированной работы
|
№ перехода |
Содержание перехода |
Оператив-ное время (табл.) ТОП, мин |
Кол-во норми-рован. единиц, шт |
Опера-тивное время (расчет.) ТОП, мин |
|
|
1 |
Подключить контролируемый прибор к установке автомат |
0,6 |
1 |
0,6 |
|
|
2 |
Включить питание автомата |
0,1 |
1 |
0,1 |
|
|
3 |
Запустить программу (контроль влажности) |
0,5 |
1 |
0,5 |
|
|
4 |
Нажать кнопку для выдачи данных на ПК |
0,2 |
1 |
0,2 |
|
|
5 |
Построить график |
0,3 |
1 |
0,3 |
|
|
6 |
Выключить программу |
0,1 |
1 |
0,1 |
|
|
Итого: ТОП суммарное |
1,7 |
||||
1. Включить контролируемый прибор, для этого подсоединить его к источнику питания 220 В и нажать кнопку «Сеть».
2. Поместить три датчика температуры в камеру калибратора температуры КТ-1, датчик влажности в климатическую МС-81, включить датчик концентрации CO2 в схему контроля.
3. Подключить образцовые СИ к пульту контроля параметров микроклимата.
4. Включить пульт контроля параметров микроклимата кнопкой «Сеть», при этом должен светиться диод.
5. Далее задавать на пульте контроля реперные точки, указанные в методике контроля для каждого контролируемого параметра, показания контролируемого прибора наблюдать на его индикаторе.
6. Произвести обработку полученных статистических данных для каждого параметра в отдельности, воспользовавшись методикой обработки многократных равноточных измерений.
7. Полученные результаты занести в протокол контроля, произвести заключение о годности прибора. Если прибор не соответствует данным требованиям, рекомендуется дополнительно провести настройку.
8. Выключить контролируемый прибор кнопкой «Сеть», отключить от питания и извлечь датчики.
В табл.4.2 приведены необходимые переходы и оперативное время ТОП для контроля влажности с применением ручной работы.
Таблица 4. 2 – Нормирование переходов операции контроля с применением ручной работы
|
№ |
Содержание операции |
Топ табл, мин |
Кол-во |
Топ расч. |
|
1 |
Извлечь прибор из тары |
0,1 |
1 |
0,1 |
|
2 |
Включить прибор, проверить наличие индикации |
0,08 |
1 |
0,08 |
|
3 |
Подключить образцовые СИ (КТ-1,МС-81,ПГС) к пульту контроля |
0,1 |
3 |
0,3 |
|
4 |
Поместить датчики измеряемых параметров в образцовые камеры |
0,035 |
5 |
1,75 |
|
5 |
Включить пульт |
0,08 |
1 |
0,08 |
|
6 |
Произвести контроль влажности согласно методике контроля в каждой точке диапазона по возрастанию |
0,08 |
7 |
0,56 |
|
7 |
Произвести контроль для остальных параметров согласно методике контроля |
0,08 |
11 |
0,88 |
|
8 |
Произвести заключение о прохождении контроля |
10 |
1 |
10 |
|
9 |
Извлечь датчики, выключить прибор |
0,035 |
5 |
1,75 |
|
10 |
Уложить прибор в тару |
0,06 |
1 |
0,06 |
|
Итого |
15,56 |
|||
4.4.1 Определение оптимального варианта выполнения операции контроля
Определим норму штучного времени для каждой операции по формуле:
 (6)
(6)
![]() оперативное
время на выполнение операции контроля, мин;
оперативное
время на выполнение операции контроля, мин;
![]() поправочный
коэффициент, учитывающий группу сложности и вид производства;
поправочный
коэффициент, учитывающий группу сложности и вид производства;
 подготовительно-заключительное
время, время обслуживания рабочего места и личные надобности, процент от
оперативного времени;
подготовительно-заключительное
время, время обслуживания рабочего места и личные надобности, процент от
оперативного времени;
 время
на отдых, процент от оперативного времени.
время
на отдых, процент от оперативного времени.
Мы рассматриваем серийное производство и вторую группу сложности (повышенные технические требования); работы не требуют значительных физических усилий, но в неблагоприятных условиях (монотонность труда, неудобное рабочее положение) требуются частые короткие перерывы, тогда коэффициенты равны:
![]() ;
;
![]() ;
; ![]() ;
;
1) Для автоматизированной работы:

2) Для ручной работы:

Определим подготовительно-заключительное время Тп.з.. Это время, которое рабочий затрачивает на первоначальное ознакомление с работой и чертежом, наладку оборудования, инструментов для выполнения данной операции и другие заключительные работы после выполнения работы:
 (7)
(7)
где ![]() ,
, ![]()
1) Для автоматизированной работы:

2) Для ручной работы:

Рассчитаем штучно-калькуляционное время:
![]() (9)
(9)
![]() подготовительно-заключительное
время на партию изделий;
подготовительно-заключительное
время на партию изделий;
![]() количество
изделий в партии.
количество
изделий в партии.
1) Для автоматизированной работы:
![]()
![]()
2) Для ручной работы:
![]()
На основании ТШ-К,П произведем построение графика автоматизации операции контроля по трудоемкости.
Данный график зависимости штучно-калькуляционного времени ТШ-К,П от количества изделий в партии приведен на рисунке 4.4.
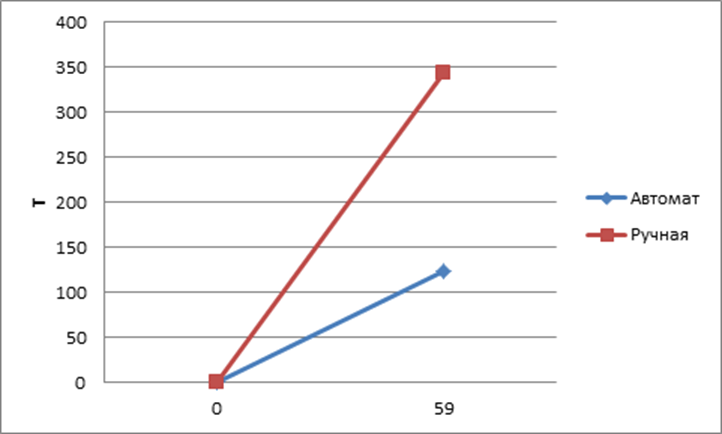
Рисунок 4.4 – График автоматизации операции контроля
В результате графического решения уравнений для автоматизации операции контроля nкр.=1, что намного меньше установочной партии n=59. Следовательно, автоматический контроль выгодней контроля с применением ручной работы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.