|
Марка сплава |
Химический состав |
s, ГПа |
r, г/см3 |
HRA, не менее |
HV, ГПа |
|||
|
WC |
TiC |
TaC |
Co |
|||||
|
Т5К10 |
85 |
5 |
– |
10 |
1,42 |
12,4 – 13,1 |
88,5 |
– |
Таблица 4.2 Теплофизические и механические свойства твердых сплавов
|
Марка сплава |
r, мкОмсм |
ос-10-", К-' |
?-, Вт/(м.К) |
lie, кА/м |
а-\0~\ Дж/м2 |
Е, ГПа |
Осж, ГПа |
|
Т5К10 |
28.5 |
5.5 |
20.8 |
7.2-11.1 |
0.09 |
560 |
3,1 |
|
Т14К8 |
42.0 |
6.0 |
16.7 |
8.0-13,5 |
0.08 |
530 |
3.0 |
|
ТТ10К8Б |
- |
5.5 |
16.7 |
8.0-111 |
- |
490 |
- |
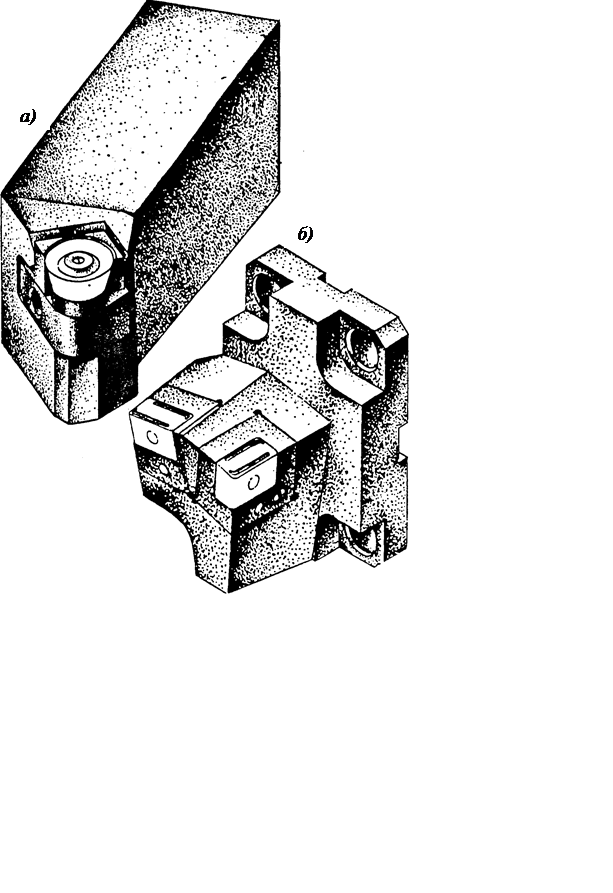 |
Рисунок 4.2 – Режущий инструмент для обработки профиля обола колеса: а – с чашечной пластиной и конструкционным демпфированием; б – с двумя призматическими пластинами
Плазменная наплавка – это нанесение с помощью сжатой дуги слоя металла на поверхность изделия. Плазменная наплавка применяется при восстановлении изношенных деталей, когда необходимо восстановить размеры деталей и по возможности приблизить металл наплавленного слоя к основному металлу по твердости и другим механическим свойствам. Она также применяется при изготовлении новых деталей для придания их рабочим поверхностям определенных свойств: жаропрочных, кислотостойких, износостойких и т. д. В этих случаях основа изделия состоит из наиболее дешевых материалов (например, из обычной низкоуглеродистой стали), а поверхность – из сплава со специальными свойствами. Масса металла наплавки в таких изделиях составляет несколько процентов от их массы, а работоспособность значительно выше, чем у аналогичных изделий из однородных материалов.
При плазменной наплавке стремятся обеспечить минимальный переход (перемешивание) основного металла в наплавленный и более высокие свойства как металла наплавки, так и соединения в целом.
Плазменная наплавка может выполняться с подачей присадочного металла в виде проволоки, ленты или порошка в сжатую дугу.
Наплавка сжатой дугой с подачей присадочной проволоки может осуществляться:
– дугой прямого действия, когда она горит между неплавящимся электродом и наплавляемой поверхностью, а проволока электрически нейтральна (рисунок 4.4, а);
– дугой косвенного действия, когда она горит между электродом и токоведущей присадочной проволокой, наплавляемое изделие электрически нейтрально (рисунок 4.4, б);
– комбинированным способом, когда горят две дуги: между неплавящимся электродом и изделием и между неплавящимся электродом и токоведущей присадочной проволокой (рисунок 4.4, в);
– дугой прямого действия с нагреваемой присадочной проволокой от отдельного источника тока (рисунок 4.4, г);
– плазменно-электрошлаковым способом (рисунок 4.4, д).
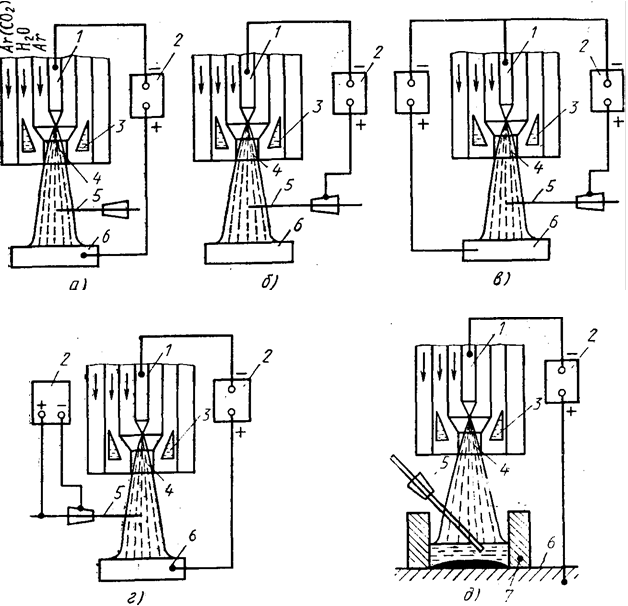
Рисунок 4.4 – Принципиальные схемы плазменной наплавки с использованием в качестве присадочного материала проволоки:
1 – неплавящийся электрод; 2 – источник питания; 3 – охлаждающая вода;
4 – сопло; 5 – присадочная проволока; 6 – изделие, 7 – пластины для удержания электрошлаковой ванны
Плазменная наплавка с применением в качестве присадочного металла порошка может осуществляться:
– по слою крупнозернистого порошка (крупки), когда порошок заранее насыпается на наплавляемую поверхность, а сжатая дуга прямого действия расплавляет его (рисунок 4.5, а);
– с подачей порошка тугоплавкого металла непосредственно в ванну расплавленного металла (рисунок 4.5, б), при осуществлении этого способа частицы тугоплавкого металла внедряются в поверхность изделия;
– с подачей порошка непосредственно в сжатую дугу (рисунок 4.5, в), порошок нагревается и плавится тепловой энергией сжатой дуги и переносится на поверхность изделия, которая подогревается и оплавляется сжатой дугой прямого действия.
Более широкие возможности открывает комбинированный способ наплавки, когда в зону наплавки подают и порошок и токоведущую присадочную проволоку.
При наплавке дугой прямого действия минимальное проплавление основного металла обеспечивается только при относительно малых токах. Но при этом производительность наплавки также минимальная и составляет порядка 1—2 кг/ч. Наплавка на больших токах целесообразна при восстановлении изношенных деталей, когда наплавленный металл не отличается по своим свойствам от основного.
При плазменной наплавке дугой косвенного действия с токоведущей присадочной проволокой энергия сжатой дуги затрачивается в основном на плавление присадочной проволоки, и только незначительная часть энергии идет на подогрев основного металла. Главным же источником теплоты для нагрева изделия является перегретый жидкий присадочный металл, переходящий на изделие в виде капель или струи.
Плазменная наплавка как с токоведущей, так и нетоковедущей присадочной проволоки, может выполняться как на прямой (минус на неплавящемся электроде), так и на обратной (плюс на неплавящемся электроде) полярности.
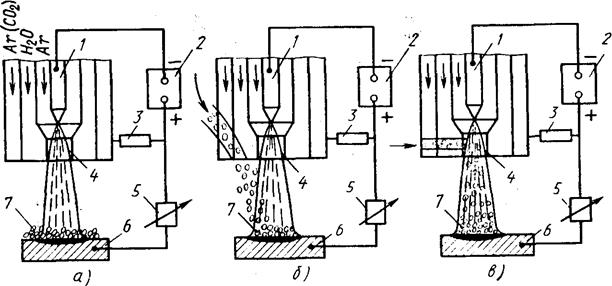
Рисунок 4.5 – Принципиальные схемы плазменной наплавки с использованием в качестве присадочных материалов порошков:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.