10.1.10 Выбор оптимальных параметров вагоносборочного участка произведем по условиям (3.17) и (3.18). Результаты расчета параметров ВСУ сведем в таблицу 10.6.
Из таблицы 10.6. видно, что по 3 варианту расчета годовой объем выпуска значительно превосходит заданный.
Варианты 1 и 2 предполагают размещения одной поточной линии со значительным количеством позиций на ней, а варианты 4 и 6 – большого количества поточных линий с малым числом позиций. Планировка ВСУ с такими параметрами не будет рациональной.
Исходя из вышесказанного, выбираем как наиболее приемлемый вариант номер 5.
Схема ВСУ по 5 варианту показана на рисунке 10.1.
Длина и ширина ВСУ определяются по планировке и составляют:
Lвсу
= 2 Lторц + Lпроезд
+ Lшлюз + Lвт
+ 6 Lрм + 2Lм1
+ 2Lм2 + 2Lм3=
= 2х3 + 4 + 6 + 6 + 6х29 + 2х4 + 2х4,5 + 2х1 = 215 (м).
В всу = (n-1) Впут + 2хВстен = (3-1)х7+ 2х5 = 24 (м).
Таблица 10.6
|
Номер варианта |
Фронт работы ВСУ |
Кпл |
Кiизд, изд |
Кiпоз |
Такт выпуска линии ti ,ч |
Продолжительность смены линии tiсм, ч |
Технологический цикл линии Тi ,ч |
Годовое количество рабочих смен Дiсм |
Действительный годовой фонд работы линии Fiд, ч |
Сменный объем выпуска с линии |
Сменный объем выпуска участка |
Годовой объем выпуска с линии |
Годовой объем выпуска участка, |
Условие N ≥ N* |
δ=│(N-N*) 100/N*│ |
δ<10% |
N-N* |
|
1 |
17 |
1 |
1 |
17 |
2,6 |
7,8 |
44,2 |
254 |
1981,2 |
3 |
3 |
762 |
762 |
да |
8,85 |
да |
62 |
|
2 |
18 |
1 |
1 |
18 |
2,6 |
7,8 |
46,8 |
254 |
1981,2 |
3 |
3 |
762 |
762 |
да |
8,85 |
да |
62 |
|
3 |
18 |
2 |
1 |
9 |
4,0 |
8,0 |
36,0 |
248 |
1984,0 |
2 |
4 |
496 |
992 |
да |
41,71 |
нет |
292 |
|
4 |
18 |
9 |
1 |
2 |
24,0 |
8,0 |
48,0 |
246 |
1968 |
1/3 |
3 |
82 |
738 |
да |
5,42 |
да |
38 |
|
5 |
18 |
3 |
1 |
6 |
8,0 |
8,0 |
48,0 |
248 |
1984,0 |
1 |
3 |
248 |
744 |
да |
6,28 |
да |
48 |
|
6 |
18 |
6 |
1 |
3 |
16,0 |
8,0 |
48,0 |
248 |
1984 |
1/2 |
3 |
124 |
744 |
да |
6,28 |
да |
44 |
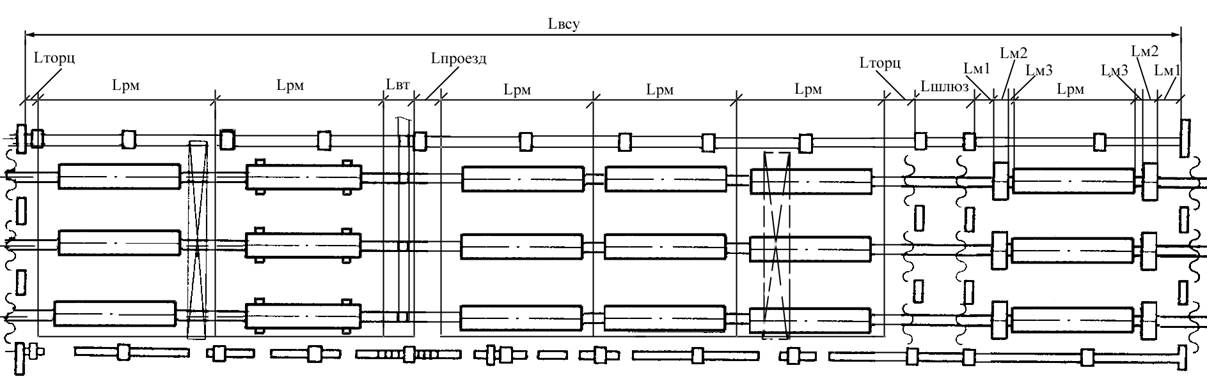
Рисунок 10.1 – Планировка ВСУ
10.2.1 Исходные данные для расчета:
минимальный годовой объем выпуска N* = 2750 изд;
максимальная продолжительность технологического цикла для вагоносборочного участка (ВСУ) Т*=12 ч;
продолжительность рабочей смены tсм = 12 ч;
количество сменных контингентов m = 2;
для определения годового фонда времени рабочего условно примем:
количество дней в году Дг = 365;
количество выходных дней в году (субботы+воскресенья) Двых = 104;
количество праздников в году Дпр = 12;
количество предпраздничных дней, не попадающих на субботы и воскресенья Дпп = 6.
10.2.2 Проектируемые показатели ВСУ:
годовой фонд времени рабочего Fр, ч;
годовой объем выпуска N, изд;
сменный объем выпуска Nсм , изд;
количество поточных линий Кпл;
фронт работы Ф, изд.
фронт работы i-той поточной линии, Фi изд;
количество позиций на i-той поточной линии, Кiпоз;
количество изделий на одной позиции i-той поточной линии, Кiизд ;
годовой объем выпуска для i-той поточной линии Ni, изд;
продолжительность смены i-той поточной линии tiсм , ч;
продолжительность технологического цикла i-той поточной линии, Тi , ч;
сменный объем выпуска для i-той поточной линии Niсм, изд;
такт выпуска i-той поточной линии ti , ч;
действительный годовой фонд рабочего времени i-той поточной линии
Fiд
,ч;
10.2.3 Определяем годовой фонд времени рабочего по формуле (3.1)
Fр= (365-104-12)х8-6=1986 (ч).
10.2.4 Определяем годовой фонд рабочего времени ВСУ по формуле (3.2)
Fу = 1986х2= 3972 (ч).
10.2.5 Определяем фронт работы ВСУ по формуле (3.3)
Ф = 2750х12/3972 = 8,3 (изд).
10.2.6 Выберем варианты размещения поточных линий на участке.
Ближайшее большее целое значение фронта работы Ф = 9 изд. Подберем параметры участка Кпл , Кпоз , Кизд. Примем для всех вариантов Кизд = 1 изд. Варианты размещения поточных линий на ВСУ приведены в таблице 10.7.
Таблица 10.7
|
Номер варианта |
Кпл |
Кiизд, изд |
Кiпоз |
Фi, изд |
|
1 |
1 |
1 |
9 |
Ф1 = 1х1х9 = 9 |
|
2 |
3 |
1 |
3 |
Ф2 = 3х1х3 = 9 |
10.2.7 Для всех вариантов таблицы 10.7 определим такт выпуска с поточной линии по формуле (3.7), соблюдая условие кратности такта и продолжительности смены (3.6), и скорректируем продолжительность технологического цикла по формуле (3.8). Результаты расчета приведены в таблице 10.8.
Таблица 10.8
|
Номер варианта |
Условие кратности еi = Т*/(Кiпозхtсм ) |
еij |
Такт выпуска линии ti ,ч |
Продолжительность смены линии tiсм = ti / еij , ч |
Технологический цикл линии Тi = Кiпозхti ,ч |
|
1 |
е1= 12/(9х12) = 1/9 |
1/9 |
t1 = 1/9 х12= 1,3 |
t1см = 1,3 / 1/9 = 11,7 |
Т1 = 9х1,3 = 11,7 |
|
2 |
е2= 12/(3х12) = 1/3 |
1/3 |
t2 = 1/3 х12= 4,0 |
t2см = 4 / 1/3 = 12,0 |
Т2 = 3х4 = 12,0 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.