Министерство образования РФ
Факультет автоматизации и информационных технологий
ЛАБОРАТОРНАЯ РАБОТА
|
Цель работы:
1. Закрепление теоретических знаний и знакомство с цехом аффинажа палладия;
2. Формирование умения и навыков управления процессом;
3. Действия в экстремальных и аварийных ситуациях;
4. Анализ нарушения технологий в проведенных сеансах обучения;
5. Исследование и совершенствование технологических режимов.
Общие сведения
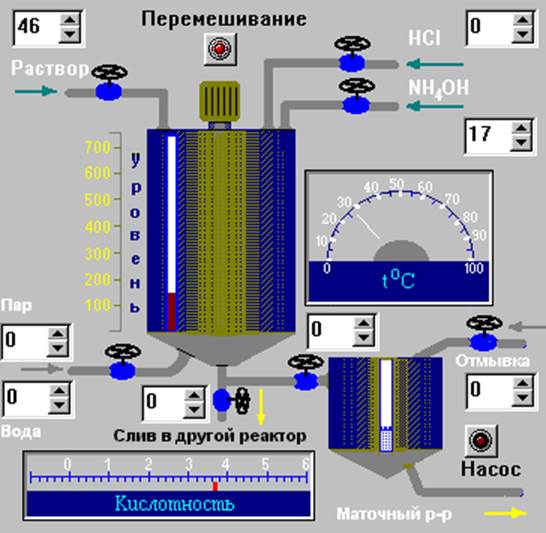
Программа предназначена для обучения аппаратчиков аффинажного производства. В работе реализована первая стадия аффинажа палладия.
Отклонение управляющих величин (pH окончания процесса, время выдержки при прогреве пульпы и т.д.) от установленных технологических норм влечет за собой отклонение управляемых величин (которыми можно считать содержание основной примеси - Pt в финишной соли ДДП-2 и содержание палладия в маточном растворе) от номинальных значений. Программа фиксирует все недостатки управления, допущенные в процессе и по окончании процесса аффинажа выводит на экран сообщения об эти недостатках.
Для экономии времени, целесообразно производить ускорение таймера. При этом максимальная величина - 50 раз. Ускорением в 100 раз рекомендуется пользоваться когда процесс долгое время не претерпевает каких-либо изменений (например залив реагентов в аппарат).
Лабораторный анализ рН необходим для того, чтобы определить точное значение рН в аппарате, поскольку автоматический датчик рН может выдавать неправильные значения рН из-зи обрастания стенок датчика. Данные анализа появятся на экране через 10 мин. После получения этих значений необходимо делать поправку показаний прибора на величину разницы рН лабораторного анализа и прибора (в момент взятия пробы на анализ).
В процессе аффинажа могут возникнуть различные аварийные ситуации, например закипание раствора в аффинажном аппарате в момент максимального его заполнении. При этом программой выдается соответствующее сообщение. Для устранения неполадок необходимо произвести ремонт.
Технология первой стадии
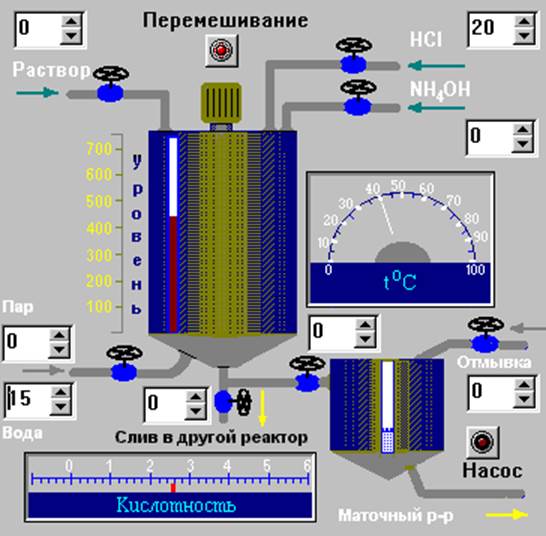
Технологические схемы аффинажа платиновых металлов насчитывают множество взаимосвязанных операций с десятками стадий, используемых оборотные растворы и полупродукты, с последующим выделением тех соединений, из которых последовательно можно получить очищенные платиновые металлы. Палладиевый раствор из отстойников и после контрольной фильтрации по трубопроводу с помощью насоса закачивается в термостатированный типовой аппарат емкостью 760 л - РТ-760. Степень заполнения составляет 0,4 объема аппарата. При достаточно интенсивным перемешивании раствор нагревают до температуры 40оС. Цель нагрева - достижение полноты прохождения превращений при последующей обработке раствором аммиака.
В процессе обработки хлоридного комплекса палладия первоначального протекают следующие реакции:
Na2[PdCl4]+4NH4OH=[Pd(NH3)4]Cl2+2NaCl+4H2O (1.1)
Получающийся при действии аммиака катионный комплекс палладия тот час по мере образования реагирует с исходным хлоридным комплексом
Pd(NH3)4+PdCl4=[Pd(NH3)4][PdCl4] (1.2)
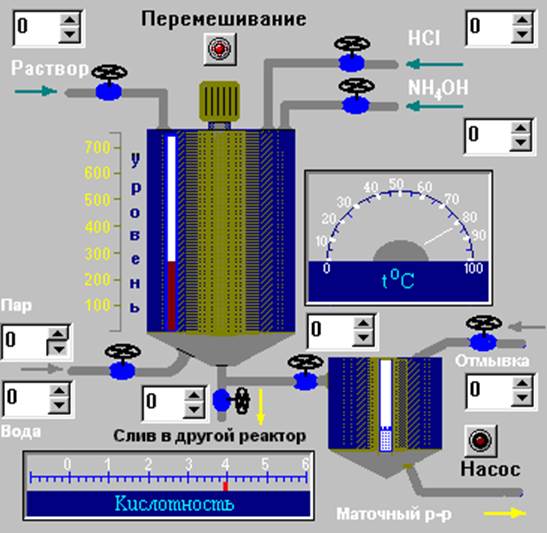
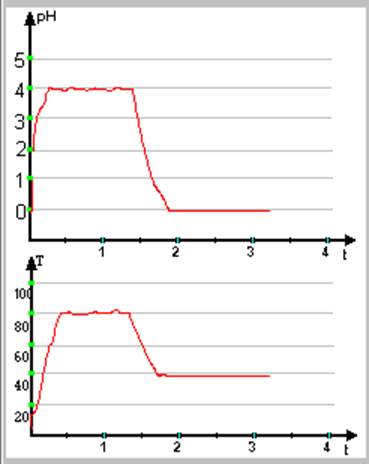
Данная соль, известная в химии палладия как соль Вокелена, является малорастворимой. Обработка аммиаком проводится до достижения значения РН пульпы 4-4,5 ед. При меньших значениях РН в растворе может оставаться исходных хлоридный комплекс палладия, после фильтрации соли удаляющийся в маточный раствор, что снижает извлечение палладия. Достижение больших значений приводит к обратному растворению образующейся соли Вокелена и непроизводительному расходу аммиака. Однако некоторое превышение нормативного значения РН(4,5-5) полезно, т.к. гарантирует полноту перевода хлоридного комплекса в соль Вокелена. Реакции взаимодействия хлоридных комплексов палладия и примесных элементов с раствором аммиака экзотермичны, благодаря чему в производственных условиях температура возрастает до 80-90оС. Это способствует завершению превращений, а также переводу образовавшейся соли Вокелена в еще менее растворимую соль палладия-транс-дихлоридиа минпалладий (ДДП) являющуюся изомером соли Вокелена
[Pd(NH3)4][PdCl4=2Pd(NH3)2Cl2 (1.3)
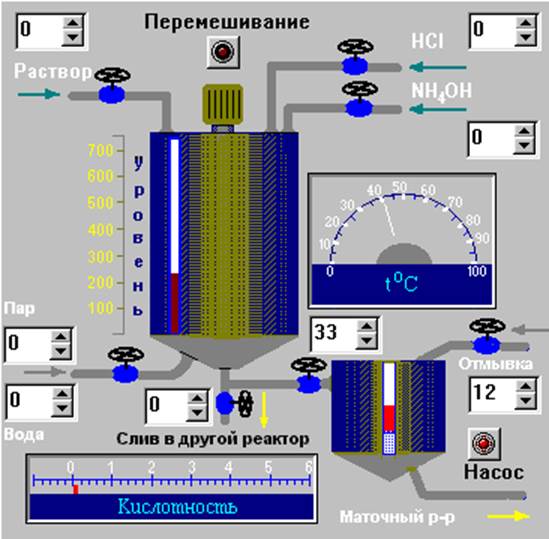
При недостатке тепла экзотермических реакций, например, в случае бедных растворов, после достижения значения РН 4-4,5 пульпу нагревают до 80-90оС для превращения соли Вокелена в ДДП. При более низкой температуре и малом времени выдержки пульпы изомерное превращение не завершается, что служит причиной потерь палладия с маточным раствором вследствие большей физической растворимости соли Вокелена по сравнению с ДДП. Значение температуры, больше 95оС нежелательно, т.к. может приводить к выбросу пульпы из реактора, а также к ухудшению качество палладия по основной примеси - платина. Это обусловлено тем, что образование соли Вокелена-Магнуса - основной форме осаждения платины (2) и соли ГПХА - основной формы осаждения платины (4) из ее аквокомплекса [PtH2OCl5]- способствует прогрев при высокой температуре. При температуре 70-75 0С время прогрева 10-15 мин. При более высокой температуре время можно сократить.
В реальных условиях аффинажа, особенно на концентрированных растворах, образуются густые трудноперемешиваемые пульпы. Вследствие этого для усреднения состава пульпы и значения РН по всему объему необходимо интенсивное перемешивание и выдержка после достижения нормативных значений РН, при ее снижении необходима корректировка. Поведение примесных элементов при обработке раствором аммиака до РН 4-4,4 производственных хлоридных растворов палладия неоднозначно.
Так элементы с высоким значением РН начала гидролиза (Ca, Mg, Ni, Fe+2, Zn, Se, Ag, Mn) преимущественно остаются в растворе. (Sn, Fe+3, Pb, Al, Sb, Cr, Te, Bi, Cu) переходят в осадок в форме гидроксидов или основных солей. Платина переходит в осадок на 40-60%, а Rh, Jr, Ru - на 30-50%, Au - 70-80%. Основными формами осаждения металлов в интервале значений РН 4-4,5 являются:
для меди - Cu(OH)2
для алюминия - Al(OH)3
для свинца - PbOHCl Pb(OH)2
для теллура - TeO2
для олова - (H2SnO3)n, H3[Sn(OH)6]
для сурьмы - SbOCl, H[Sb(OH)4] Sb4O5Cl2
для висмута - BiOCl, H[Bi(OH)4]
для мышьяка - MxAsO4, где M - (Ca, Mg, Sb, Bi и др.)
для молибдена - (NH4)6[Mo7O2]H2O
для вольфрама - (NH4)5[H2W12O2] -ХН2O
для железа - Fe(OH)3
Данные соединения фиксируются для чистых индивидуальных систем. При совместном же присутствии элементов в растворе формы осаждения могут быть иные, причем гораздо более сложные и многокомпонентные. Платиновые металлы из хлоридных комплексных солей переходят в аминные комплексы как в форме осадков, так и в форме растворимых соединений.
Основные сведения о цехе аффинажа на КЗЦМ
Цех №4 аффинажного производства выпускает готовую продукцию следующей номенклатуры:
- платиновую губку для производства платины в слитках по ГОСТу 12341-81;
- палладиевую губку для производства палладия в слитках по ГОСТу 12341-81;
- платину в порошке по ГОСТу 14837-79;
- палладий в порошке по ГОСТУ 14836-82;
- чернь платиновую по ТУ-48-15-8-78;
- чернь палладиевую по ТУ-48-15-8-78;
- золото в слитках по ГОСТУ 28058-89.
В состав цеха входят три участка и лаборатория.
1. Участок производства платины и палладия состоит из передела подготовки растворов и разделения платины и палладия (этажерка №1), передела получения солей платины (этажерка №2), передела получения солей палладия (этажерка №3), отделение прокаливания солей платины и палладия;
2. Участок жидкофазного хлорирования концентратов, полупродуктов, ломов и доработки промпродуктов;
3. Участок получения Au и черни платины и палладия;
4. Спектрально-химическая лаборатория.
Результаты аффинажа
Раствор палладия ® Обработка NH4OH ®
® Прогрев ®
® Осаждение ® Обработка HCL ®
® Пульпа ®
® Фильтрация ®
® Окончательные результаты процесса
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.