Установки фирмы «Крикомат-Электроник» не учитывают разницу в свойствах стружечных пакетов, прессуемых одновременно. Между тем практика производства древесностружечных плит показала, что невозможно формировать стружечные пакеты, имеющие постоянную массу. Нельзя также обеспечить абсолютно одинаковую температуру всех нагревательных плит пресса и другие параметры без некоторых колебаний. Поэтому при определении момента начала сброса давления по моменту полного закрытия пресса с помощью концевых выключателей момент полного закрытия пресса зависит от продолжительности посадки плиты пресса на дистанционные планки только в том рабочем промежутке, в котором находится стружечный пакет наибольшей массы. Таким образом, в этом случае диаграмма прессования будет приспособлена к пакету с максимальной массой, а не к средним пакетам, находящимся в одной запрессовке.
В связи с изложенным целесообразно осуществлять индивидуальный контроль посадки каждой плиты пресса на дистанционные планки. В этом случае исходным условием для определения момента начала сброса давления может служить момент закрытия не всех рабочих промежутков, а лишь определенной их части.
Такой метод определения начала сброса давления позволит уменьшить смятие дистанционных планок деформацию плит пресса и тем самым снизить разнотолщинность древесностружечных плит. Древесностружечные плиты, полученные в незамкнутых рабочих промежутках пресса и поэтому более толстые, могут быть отсортированы и подвергнуты дополнительной калибровке по толщине. В связи с тем, что толщина этих плит увеличивается не за счет снижения их плотности, а за счет лишнего количества стружек в пакетах, физико-механические свойства плит не будут снижены по сравнению со свойствами других плит.
На отечественных прессах ПР-6 и ПР-6А установлены по одному, реже по два концевых включателя. Так как концевые выключатели, служащие для определения момента полного смыкания пресса, не включены в систему автоматического управления процессом прессования, при работе пресса в автоматическом режиме они лишь сигнализируют о моменте посадки всех плит на дистанционные планки.
Применение одного концевого выключателя нельзя признать правильным, так как в этом случае он сможет сигнализировать лишь о полном смыкании плит пресса с одной стороны или угла.
Автоматическое программное устройство PST-101 позволяет осуществлять прессование по режиму со ступенчатым сбросом давления, причем число ступеней прессования в нем увеличено с трех до пятнадцати. Многократное ступенчатое снижение давления дает возможность значительно уменьшить разницу между давлением прессования и сопротивлением стружечных пакетов, а кроме того, максимально приблизить диаграмму прессования к любой экспоненциальной кривой снижения сопротивления стружечных пакетов.
На основании проведенных исследований в ЦНИИФ разработано устройство для определения момента начала снижения давления в зависимости от числа сомкнутых плит горячего пресса.
В устройстве, показанном на рис. VII-7, в отличие от других устройств по регулированию процесса прессования датчики установлены на четырех углах каждой плиты пресса. При поступлении сигнала датчиков о посадке 88—92% плит пресса на дистанционные планки прекращается работа насоса, подающего масло в гидравлическую систему пресса. При отсутствии такого сигнала насос включается. Проведенные исследования показали, что применение такого устройства значительно уменьшает разнотолщинность плит.
Сибирским технологическим институтом предложен новый способ контроля прессования древесностружечных плит по внутреннему парогазовому давлению. Этот способ основан на том, что в момент смыкания плит пресса на поверхности стружечного пакета возникает избыточное давление, под действием которого по толщине пакета создается поток парогазовой смеси, направленный во внутренний слой пакета и ускоряющий его прогрев. Вследствие газопроницаемости стружечного пакета и интенсивного парообразования давление на поверхности пакета через 3—4 мин становится равным давлению парогазовой смеси во внутреннем слое. Внутреннее давление зависит от размеров стружечного пакета, его парогазопроницаемости параллельно плоскости прессования, от гидродинамического сопротивления
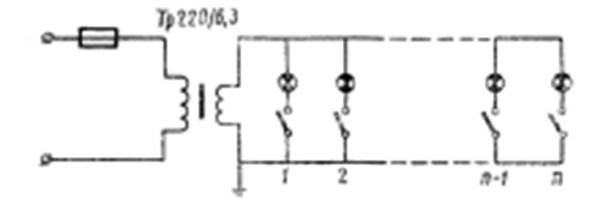
Рис. VII-7. Схема устройства для определения момента начала снижения давления
контактного слоя выходу газов и от интенсивности образования парогазовой смеси. Последняя зависит от общего количества и распределения влаги и связующего в стружечном пакете, температуры нагревательных плит и т. п. Уменьшение давления прессования снижает сопротивление контактного слоя выходу газов, а снижение влажности наружных слоев стружечных пакетов в процессе прессования уменьшает интенсивность парообразования и повышает газопроницаемость пакета параллельно плоскости прессования. Поэтому внутреннее давление, повышающееся в первом периоде прессования, затем постепенно уменьшается.
Во время выдержки в прессе внутреннее давление должно уравновешиваться усилием прессования. Если внутреннее давление будет больше усилия прессования, пресс начнет размыкаться (нагревательные плиты отойдут от дистанционных планок). Поэтому в процессе прессования внешнее давление должно быть несколько больше, чем внутреннее, а при размыкании плит пресса требуется, чтобы внутреннее давление могло быть воспринято прочностью древесностружечной плиты (при растяжении перпендикулярно пласти). Исходя из этого, можно определить момент размыкания плит пресса, при котором не произойдет разрушения древесностружечной плиты. Для контроля внутреннего давления газов в прессуемой плите может быть использовано устройство, показанное на рис. VII-8. Решетка 1, вмонтированная в центре нагревательной плиты 2, имеет ряд отверстий диаметром 1 —1,5 мм, обращенных к прессуемому стружечному пакету. Решетка соединяется с трубой 3 тройником 4, первичным прибором Д-5 и линией для продувки решетки и промывки приемника. Решетка 1 удерживается в гнезде трубой 3, зажимаемой футоркой 5. Это устройство можно устанавливать в нагревательных плитах толщиной 140 мм. С манометра 6 сигнал может передаваться на вторичный измерительный прибор, а также
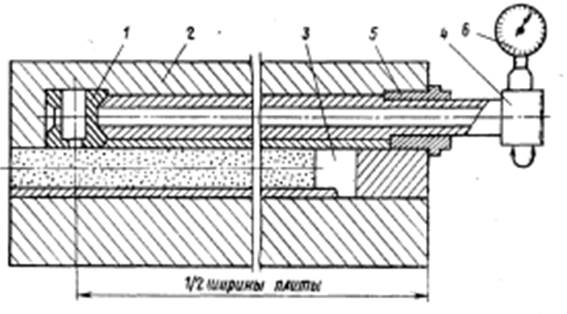
Рис. VII-8. Устройство для контроля внутреннего давления газов в прессуемой плите
в систему управления прессом. Для этого может применяться любой прибор, регистрирующий изменение сопротивления расхода первичного прибора и градуированный в единицах давления.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.