- Действие центробежных сил затрудняет получение качественных отливок с точки зрения химической однородности. В чугунных
и стальных отливках сильнее ликвация углерода, серы, фосфора, которые вытесняются к внутренним поверхностям отливки.
- Загрязнение свободной поверхности включениями, что требует увеличения припуска по этой поверхности на 25%.
- Неточность диаметра полости отливок по свободной поверхности.
Требуются специальные машины, литейные формы дорогие.
7.6. НЕПРЕРЫВНОЕ ЛИТЬЕ
Расплавленный металл 1 из ковша или раздаточной печи 2 подается в графитовый кристаллизатор 3, имеющий внутренний профиль, повторяющий геометрию производимой заготовки 4 (рис. 7.7). Кристаллизатор непрерывно охлаждается водой, подаваемой в радиатор 5 по направлению стрелки 6.
По мере охлаждения металла формируется отливка 7, вытягивается из кристаллизатора вращающимися роликами 8, которые воздействуют на шток 9, соединенный с затравкой 10 с ласточкиным хвостом.
Таким образом, металл отливки 4 кристаллизуется в одинаковых условиях, что обеспечивает постоянство свойств отрезаемых исходных заготовок. Ко всем участкам отливки поступает в достаточном количестве расплавленный металл, что определяет получение отливки без усадочных раковин и пустот. Так как на всех стадиях процесса литья расплавленный металл испытывает только гравитационное воздействие, то в производимых отливках существенно уменьшена ликвационная неоднородность. При производстве отливок нет литников, что значительно повышает коэффициент выхода годного. В итоге производимая отливка имеет высокие физико-механические свойства.
Рассматриваемый процесс позволяет производить отливку с различным профилем наружной и внутренней поверхности, обеспечивая скорость движения отливки около 1 м/мин.
Отливки могут быть получены из любой стали и сплава, практически неограниченной длины.
Для непрерывного литья используют специальные литейные машины с вертикальным и горизонтальным направлением движения расплавленного металла. Этим способом получают заготовки деталей типа втулок, призм, направляющих станков, плит и прочих деталей машин.
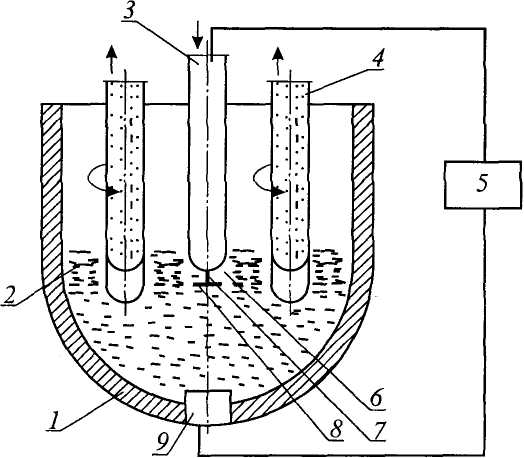
Рис. 7.8. Схема получения отливки электрошлаковым литьем: 1 - кристаллизатор; 2 - расплавленный шлак; 3 - электрод; 4 - боковой стержень; 5 - источник тока; 6 - ванна расплавленного металла; 7 - канал электродугового разряда; Л - капли расплавленного металла электрода 3; 9 - затравка
7.7. ЭЛЕКТРОШЛАКОВОЕ ЛИТЬЕ
Способ позволяет получать отливки в водоохлаждаемой металлической форме путем приготовления жидкого металла непосредственно в ее полости методом электрошлакового переплава расходуемого электрода.
Операция приготовления расплава, заливка и выдержка отливки в форме совмещены по месту и времени.
В медный кристаллизатор 1, представляющий собой водоохлаждаемую форму из металла, заливают расплавленный шлак 2, в который погружают расходуемый электрод 3. Источник питания подает напряжение 45-60 В, обеспечивая ток 20 А на 1 мм диаметра электрода, в цепи кристаллизатор 1, затравка 4, шлак 2, электрод 3 (рис. 7.8). Так как электрическое сопротивление шлака высокое, то он нагревается на 200-300°С выше температуры плавления стали. В результате электрод 3 плавится, капли металла проходят через шлак и заполняют металлическую форму - кристаллизатор. Расплав, проходя через шлак, рафинируется (очищается от серы, газов), модифицируется магнием и кальцием при их восстановлении из шлака.
Для получения отливки не нужны литниковая система и прибыли. Повышенная плотность металла, его чистота (по содержанию вредных примесей и неметаллических включений) обеспечивают высокие механические свойства отливок. Поверхность отливок гладкая. При производстве отливок не нужны формовочные смеси. Получают заготовки массой до 300 кг. В связи с отсутствием прибылей и литников обеспечивается большой Ким. Способ конкурирует со штамповкой и сваркой при изготовлении ответственных деталей. Коэффициент выхода годного приближается к 100%.
Способ применяют для получения заготовок прокатных валов, шатунов судовых двигателей, роторов турбогенераторов и т.д. Способ применяют для получения заготовок кубиков ковочных штампов.
Сравнительные характеристики заготовок, получаемых различными способами литья, приведены в табл. 7.2.
Таблица 7.2
Сравнительная характеристика заготовок, получаемых разными способами при серийном производстве
|
Способ литья |
Область применения |
Масса отливки, кг, не более |
Допуск, мм |
Rz |
Припуски на механическую обработку |
квг |
квт |
Ким |
Объем последующей механической обработки (%) от общей трудоемкости изготовления детали |
|
В песчано-глинис-тые формы: - при ручной фор-мовке |
Любой сплав |
10000 |
1-3 (1-2) |
50-300 (502/00) |
3-7 (100%) |
0,3-0,5 |
0,7 |
0,21-0,36 |
50-80 |
|
- при машинной формовке |
0,7-2 (0,7-1,5) |
25-300 (25-300) |
2.5-4 (100-70%) |
50-80 |
|||||
|
В металлическую форму (кокиль) |
Чугун Алюминий |
500 |
1-2 (0,7-1,5) |
20-80 |
1-3 (40%) |
0,4-0,5 |
0,74 |
0,29-0,37 |
40-60 |
|
Центробежное литье |
Любой сплав |
Несколько тонн |
1-2 (0,7-1,5) |
25-300 |
1-2 (60-40%) |
0,7-0,8 |
25-40 |
||
|
В оболочковые формы |
Тонкостенные отливки из алюминия и меди |
300 |
1-2 (0,7-2) |
15-150 |
1-2 (50-40%) |
0,5-0,6 |
0,9 |
0,45-0,54 |
25-40 |
|
По выплавляемым моделям |
Любой сплав цв. металлов кроме чугуна и стали |
200 |
0,7-1,5 |
10-80 |
0,3-1 (10-15%) |
0,6 |
0,91 |
0,55 |
10-20 |
|
Штамповка из жидкого металла |
Сталь |
300 |
1-2 |
20-300 |
0,5-1 (25-30%) |
0,8-0,95 |
- |
||
|
Под давлением |
Сталь, цветные металлы |
100 |
0,7-1,5 для стали |
20-40 для стали |
0,1-0,5 (5-10%) |
0,9 |
0,95 |
0,86 |
5-10 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.