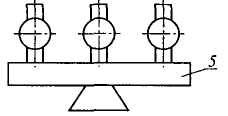
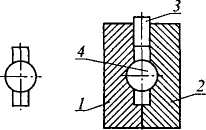
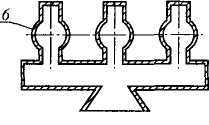
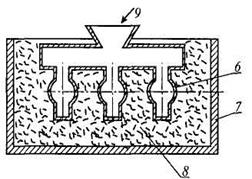
Формы изготавливают путем многократного погружения блока моделей в огнеупорную смесь с последующей обсыпкой формовочной смесью (в 3-5 слоев) и отвердеванием на воздухе. В результате образуется оболочка, представляющая собой форму толщиной 2-8 мм без разъемов (рис. 7.2, д). Модели удаляют из форм выплавлением при нагреве в горячей воде или паром. После чего форму 6 заформовывают в опоке 7, засыпав пространство между опокой 7 и формой 6 дробью 8, прокаливают в печи в течение 6-8 ч при температуре 850-950 °С, что позволяет более полно удалить из формы остатки модельного состава, пары воды. Сразу после прокалки в горячую форму в направлении по стрелке 4 заливают металл (рис. 7.2, д). После затвердевания металла форму разрушают, а заготовки отделяют от литниковой системы и подвергают термической обработке.
Так как заливка металла ведется в горячие формы, то способ позволяет получить отливки массой от 0,02 до 100 кг с отверстиями до 1 мм и толщиной стенок до 0,5 мм. Модель и форма являются одноразовыми. Модель не имеет разъема и знаковых частей, форма полностью повторяет модель. Поверхность заготовок имеет Rz= 10-80 мкм, припуски 0,3-1 мм, Ким = 0,54, объем последующей механической обработки - 10-20%.
Недостатки литья по выплавляемым моделям: повышенная температура форм способствует образованию обезуглероженного слоя у отливок; процесс длительный и трудоемкий. Себестоимость тонны отливок до 1500 руб. (у литья в песчано-глинистые формы -120-125 руб./т, цены 1988 г.).
В связи с этим способ целесообразно применять в массовом и крупносерийном производствах при получении мелких, но сложных деталей с высокими требованиями по точности и параметрам шероховатости, которые обеспечиваются при литье без последующей механической обработки. Этот метод эффективен при производстве деталей из металлов и сплавов, не поддающихся обработке давлением, имеющих низкие литейные свойства.
7.3. ЛИТЬЕ В КОКИЛЬ
Недостатком рассмотренных методов является использование одноразовых форм, что определяет большие расходы на их изготовление.
В рассматриваемом способе металл заливают в металлическую форму - кокиль, позволяющий производить сотни и тысячи литых заготовок. Применение металлических форм многоразового использования для производства заготовок определяет особенности процесса, в которые входят следующие работы: подготовка термозащитных покрытий и красок; подготовка расплава металла; изготовление кокиля и стержней; нанесение на рабочие поверхности кокиля теплозащитных покрытий; сборка кокиля; подогрев кокиля до температуры 150...300°С; заливка расплава в кокиль; охлаждение отливки; разборка кокиля и удаление отливки; отделение литников, прибылей, выбивка стержней. После выполнения этих работ рабочие поверхности кокиля после очистки покрывают теплоизоляционным покрытием; производятся термическая обработка литой заготовки (при необходимости), очистка заготовок, контроль литых заготовок. Для производства простых по форме заготовок используют вытряхные кокили, несложных - кокили с вертикальным разъемом, крупных, простых по конфигурации - кокили с горизонтальным разъемом (рис. 7.3). Для повышения срока службы кокиля на рабочие поверхности наносят слой теплоизоляционного покрытия толщиной 0,3.. .0,8 мм. Стержни изготавливают из металла или песчано-глинистой смеси. Перед заливкой металла кокиль подогревают до 15О...ЗОО°С. Металлические стержни удаляют из отливки до ее извлечения из кокиля, после образования прочной корки в отливке. Так как заливаемый металл соприкасается с металлическими частями кокиля, то из-за интенсивного отвода теплоты расплавляемый металл охлаждается, что не дает возможности получить тонкостенные фасонные заготовки.
|
|
|
|
а) б) в)
|
|
|
|
г) д)
Рис. 7.2. Последовательность получения формы для литья по выплавляемым моделям
Целесообразно отливать в кокиль массивные необрабатываемые отливки и отливки с повышенными требованиями к герметичности, чугунные отливки с отбеленной поверхностью простой конфигурации, из высокопрочного чугуна и из стали с толщиной стенок не менее 8-10 мм, алюминиевые со стенками не менее 2,5 мм.
Способ позволяет отливать заготовки с толщиной стенок 3... 100 мм и массой 0,1...500 кг. Форма используется многократно, сокращается расход смесей, а также трудоемкие операции формовки и выбивки форм. Точность отливки до 15 квалитета,Rz = 20 - 80 мкм, в 2-3 раза снижаются припуски, в сравнении с отливками в песчано-глинистые формы, при механической обработке на 40...60%, а при литье в песчано-глинистые формы до 50...80%, Квг = 0,75...0,95. Повышается плотность отливок, механические свойства возрастают до 30%. Литье в кокиль обеспечивает себестоимость 1 т шкивов в пределах 80,41 руб., а в песчано-глинистые формы - 95,03 руб. (по ценам 1988 г.).
Недостатки литья в кокиль:
Невозможно получить сложнофасонные тонкостенные заготовки из-за интенсивного затвердевания металла (интенсивность затвердевания металла в 3-5 раз выше, чем в песчано-глинистые формы); необходимость повышения жидкотекучести металла приводит к нагреву кокиля, нанесению теплоизоляции, что создает сложности в работе с кокилем; высокая скорость охлаждения приводит к образованию на чугунных отливках отбеленного хрупкого слоя с высокими остаточными напряжениями; неподатливая, газонепроницаемая форма вызывает коробление, трещины, газовую пористость в отливках; стальные отливки получать сложно из-за большой усадки стали; высокая стоимость кокиля. Низкая его стойкость (при отливке стали - 100-300 заготовок, серого чугуна - 1000-3000).
7.4. ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Данный процесс производства заготовок связан с заполнением под давлением полости подогретой пресс-формы расплавом металла при температуре заливки. При этом в перечень основных работ входят: подогрев пресс-формы, камеры прессования, плунжера; нанесение на рабочие поверхности пресс-формы специального смазочного материала; заливка металла в камеру прессования с последующей подачей расплава в полость пресс-формы; выдержка до затвердевания и охлаждения отливки; открытие пресс-формы и удаление отливки; удаление литников и заусенцев; контроль литой заготовки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.