





Параграф 10. ПРОГРАММИРОВАНИЕ ОБРАБОТКИ ДЕТАЛИ
НЕПОСРЕДСТВЕННО С ПУЛЬТА УПРАВЛЕНИЯ СТАНКОМ
Программирование обработки детали непосредственно с пульта управления системы ЧПУ в зависимости от функциональных возможностей системы можно осуществлять различными методами:
1. Вводом управляющей программы (УП) отдельными кадрами в коде ISO используя клавиатуру и набор стандартных подготовительных функций, фиксированных циклов и вспомогательных команд, хранящихся в памяти системы.
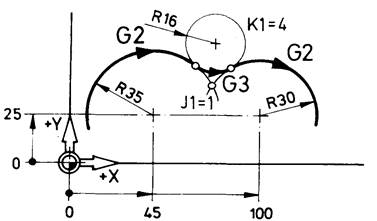
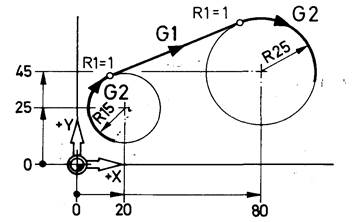
2. Вводом отдельных кадров, аналогично первому методу, но с дополнительной возможностью расчёта отдельных геометрических элементов по контуру детали и элементами систем автоматизации программирования.
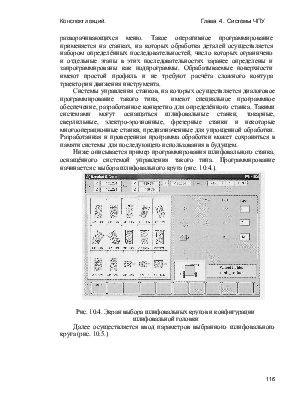
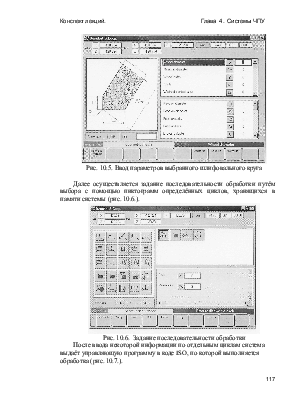
3. Вводом в диалоговом режиме определённых этапов обработки, предварительно запрограммированных и сохранённых в памяти системы.
4. Графическим построением контура детали на экране дисплея и разработки УП в полном объёме (упрощенный вариант системы CAD-CAM, предназначенный для относительно простых по своему контуру деталей).
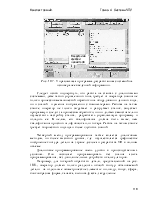
Первый метод применяется на упрощенных системах ЧПУ старых моделей, где в составе системы нет необходимых вычислительных средств. Пример УП такого типа представлен на рис. 10.1.
|
% |
||||||||||
|
N005 |
G17 |
|||||||||
|
N010 |
G91 |
|||||||||
|
N015 |
G00 |
X |
-000900 |
Y |
001300 |
F1200 |
S0080 |
M03 |
||
|
N020 |
Z |
-020000 |
||||||||
|
N025 |
G01 |
Y |
001500 |
F0250 |
||||||
|
N030 |
G02 |
X |
003400 |
Y |
003400 |
I 003400 |
||||
|
N035 |
X |
002920 |
Y |
-001658 |
J 003400 |
|||||
|
N040 |
G03 |
X |
000072 |
Y |
-000048 |
I 000086 |
J 000051 |
|||
|
N045 |
G01 |
X |
012786 |
Y |
-001827 |
|||||
|
N050 |
G03 |
X |
000014 |
Y |
-000001 |
I 000014 |
J 000099 |
|||
|
N055 |
X |
000057 |
Y |
000018 |
J 000100 |
|||||
|
N060 |
G02 |
X |
001651 |
Y |
000516 |
I 001651 |
J 002384 |
Рис.10.1. Пример управляющей программы, записанный в коде ISO.
Примерный список подготовительных команд и фиксированных циклов представлен в таблице 10.1.
Таблица 10.1
G00 Позиционирование
G01 Линейная интерполяция (нормальный размер)
G02 Круговая интерполяция. Обход по часовой стрелке
G03 Круговая интерполяция. Обход против часовой стрелки
G04 Выдержка
G05 Остановка без потери информации
G08 Ускорение
G09 Замедление
G10 Линейная интерполяция (увеличенный размер)
G11 Линейная интерполяция (уменьшенный размер)
G13 - G16 Выбор координатных осей
G17 Выбор плоскости «XY»
G18 Выбор плоскости «ZX»
G19 Выбор плоскости «YZ»
G32 Резерв
G33 Нарезание резьбы. Постоянный шаг
G34 Нарезание резьбы. Нарастающий шаг.
G35 Нарезание резьбы. Уменьшающийся шаг
G36—G39 Резерв
G40 Аннулирование коррекции инструмента
G41 Коррекция инструмента — слева
G42 Коррекция инструмента — справа
G43—G52 Коррекция инструмента
G53 Аннулирование линейного сдвига
G54—G56 Линейный сдвиг координат (по осям X, Y или Z)
G57—G59 Линейный сдвиг координат (в плоскостях ХОY, Х ОZ, Y OZ)
G60 Ранее использовалось для точного позиционирования I
G61 Ранее использовалось для точного позиционирования II
G62 Ранее использовалось для ускоренного позиционирования
G63 Нарезание резьбы метчиком
G64 Изменение подачи и (или) числа оборотов шпинделя
G70 – Задание размерных перемещений в дюймах
G71 – Задание размерных перемещений в миллиметрах
G80 Аннулирование фиксированных технологических циклов
G81 Фиксированный цикл (сверление, центрование)
G82 Фиксированный цикл (цековка)
G83 Фиксированный цикл (глубокое сверление)
G84 Фиксированный цикл (нарезка резьбы)
G85 Фиксированный цикл (расточка)
G86 Фиксированный цикл (расточка)
G87 Фиксированный цикл (расточка)
G88 Фиксированный цикл (расточка)
G89 Фиксированный цикл (расточка)
G90 Ввод размерных величин в абсолютной системе отсчета
G91 Ввод размерных величин в относительной системе отсчета
G92—G93 Резерв
G94 Определяет размерность скорости подачи в миллиметрах в минуту.
G95 Определяет размерность скорости подачи в миллиметрах на оборот.
G96 Определяет частоту вращения шпинделя, обеспечивая постоянство скорости резания в метрах в минуту.
G97 Определяет частоту вращения шпинделя в оборотах в минуту.
G98—G99 Резерв
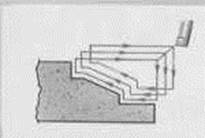
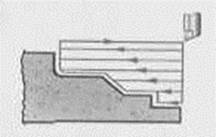
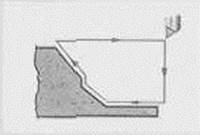
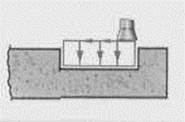
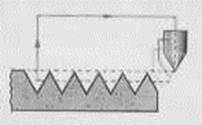
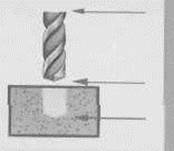
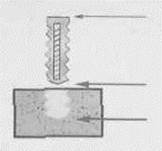
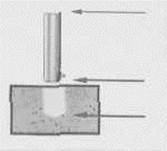
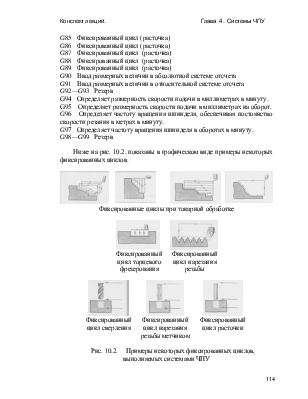
Ниже на рис. 10.2. показаны в графическом виде примеры некоторых фиксированных циклов.
|
|
|
|
|
|
Фиксированные циклы при токарной обработке |
|||
|
|
|
|
Фиксированный цикл торцевого фрезерования |
Фиксированный цикл нарезания резьбы |
|
|
|
|
|
Фиксированный цикл сверления |
Фиксированный цикл нарезания резьбы метчиком |
Фиксированный цикл расточки |
Рис. 10.2. Примеры некоторых фиксированных циклов, выполняемых системами ЧПУ
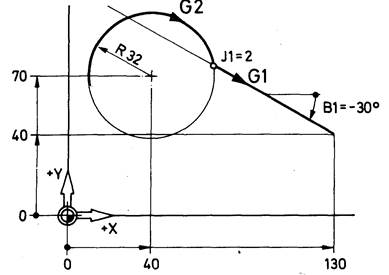
Второй метод применим на более развитых системах, имеющих в своём составе некоторые вычислительные средства, позволяющие осуществлять не очень сложные расчёты, например, расчёт сопряжения заданного радиуса между двумя прямыми, между прямой и окружностью, между двумя окружностями; расчёт различных фасок, касательных и т.п. Примеры расчётов некоторых геометрических элементов представлены на рис. 10.3.
|
а) Расчёт точки пересечения прямой с окружность. |
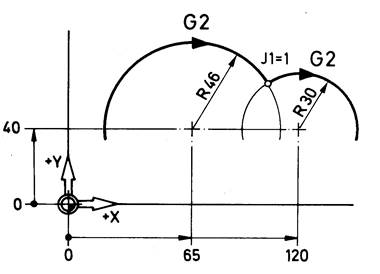
б) Расчёт точки пересечения двух окружностей |
|
в) Сопряжение двух прямых |
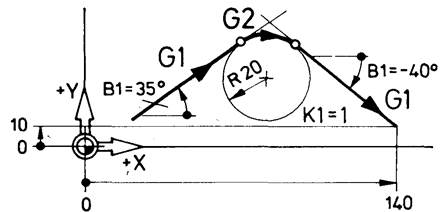
г) Сопряжение прямой с окружностью |
|
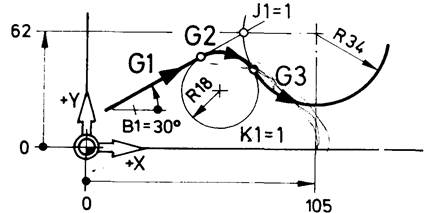
д) Сопряжение двух окружностей |
е) Касательная к двум окружностям |
Рис. 10.3. Примеры расчётов некоторых геометрических элементов
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.