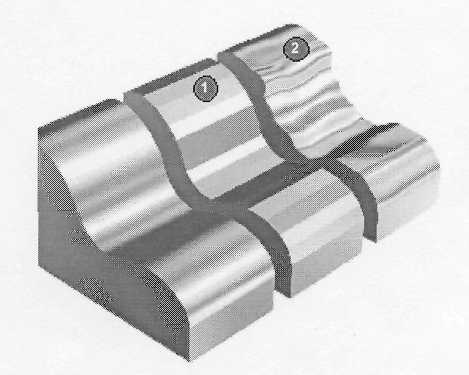
Интерполяция контура детали по технике NURBS широко используется в системах ЧПУ фирмы SIEMENS, предназначенных для 5-ти координатных станков. Эта функция носит название «Компрессия». Как упоминалось выше, при линейной интерполяции сложного объёмного контура имеют место скачки ускорения осей на границах кадров программы, что, в свою очередь, может привести к возбуждению резонансных колебаний в механических элементах станка, и это становится заметно по фацетированию (огранке) (1) или вибрации (2) на поверхности детали (рис. 5.2.).
|
|
Рис. 5.2 Ухудшение качества поверхности при резонансных колебаниях
Функция «Компрессия» позволяет объединить с учётом заданного допуска (1) некоторую последовательность линейных участков на контуре (2) и «сжать» их в один сплайн (3), который напрямую выполняется системой ЧПУ (рис. 5.3.).
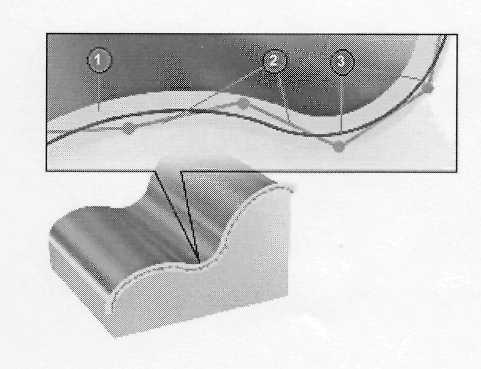
Рис. 5.3. Результат работы функции «Компрессия»
При этом устраняется возможность возбуждения резонансных колебаний станка, поверхность становится значительно ровнее и можно достичь более высокие скорости перемещения с меньшими нагрузками на механические узлы станка.
5.4. Задание данных в виде параметров
В современных системах ЧПУ большой объём данных вводятся в параметрическом виде. Это даёт возможность, при необходимости, достаточно легко изменять или корректировать их.
Многочисленные параметры системы группируются следующим образом:
· Параметры станка. Эти параметры используются для адаптации системы к требованиям конкретного станка, с которым стыкуется данная система, например, параметры отдельных узлов станка, назначения координатных осей, расположение и размеры рабочей зоны и т.п.
· Параметры системы управления. Эти параметры определяют конфигурацию системы управления (интерфейсы, дисплей, элементы измерительных систем и т.п.).
· Параметры PLC (программируемого контроллера). Эти параметры определяют функционирование цикловой автоматики, логику блокировок и безопасной работы на станке и т.п.
· Параметры обработки. Эти параметры определяют настройки, требуемые для обработки конкретной детали, например, система координат заготовки, расположение нулевой точки, позиция смены инструмента, величины различных компенсаций и т.п.
· Технологические параметры. Эти параметры определяют режимы резания в зависимости от выполняемых операций, материала заготовки, используемого инструмента, заданной точности обработки и т.п.
· Параметры инструмента. Эти параметры описывают используемые инструменты, их геометрию, диаметр, длину, расположение и т.п.
Следует отметить, что каждая группа параметров имеет свой уровень доступа со своим паролем. Некоторые параметры, как параметры обработки, инструмента, технологические параметры имеют низший уровень и доступны оператору. Параметры станка и системы управления имеют более высокий уровень и доступны только наладчику или обслуживающему персоналу. Параметры PLC, как правило, доступны только специалистам фирмы производителя.
5.5. Функция предотвращения столкновения
Эта функция предназначена для исключения столкновений движущихся узлов станка в его рабочей зоне. Работа этой функции обеспечивается наличием специального модуля в программном обеспечении системы. Оператору достаточно ввести в систему ЧПУ геометрические данные инструмента, зажимного устройства и обрабатываемой заготовки. В сочетании с уже имеющейся в памяти системы информации о расположении, габаритов и других необходимых параметрах узлов станка, система отслеживает взаимное расположение всех выше перечисленных элементов станка, останавливая их перемещение и выдавая на экран предупреждающее сообщение в случае возможного их столкновения. (Рис. 5.4.).
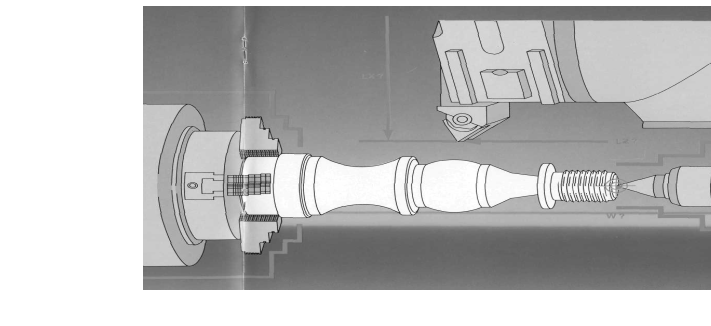
Рис. 5.4. Определение граничащих зон для инструмента, зажимного устройства и обрабатываемой заготовки
5.6. Функция «5-ти осевая обработка»
Постоянно возрастающая интеграция компонентов авиационных двигателей и самолёта, а также внедрение высокоскоростной обработки требую всё более широкого применения 5-ти координатных станков с ЧПУ. Эффективность 5-ти осевой обработки во многом зависит от компоновки и кинематики станка, а также от встраивания в систему управления специальных функций, упрощающих многокоординатную обработку.
Функция «5-ти осевая обработка» позволяет программировать геометрию, учитывая только три координатных оси, а система управления сама вычисляет коррекцию инструмента для получения движения по всем пяти координатным осям станка. При этом в значительной мере повышается гибкость производства за счёт возможности программирования обработки независимо от конкретного станка и отрабатывать единожды созданную управляющую программу на различных станках с различной кинематикой.
5.7. Функция «Активное гашение колебаний»
Собственное колебание механических частей станка может послужить причиной возникновения отклонений от заданной траектории движения и ухудшения обрабатываемой поверхности. Для устранения этого явления в систему управления приводом встраиваются цифровые фильтры, которые автоматически гасят ненужные резонансные колебания.
5.8. Функция “JerkLimitation” («Ограничение толчков и резких
движений)
Эта функция предохраняет механические детали станка от интенсивного износа и оптимизирует поведение перемещающихся узлов, обеспечивая плавное перемещение даже при высокой скорости.
5.9. Подключение системы ЧПУ к сети
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.