ЗАДАНИЕ 1
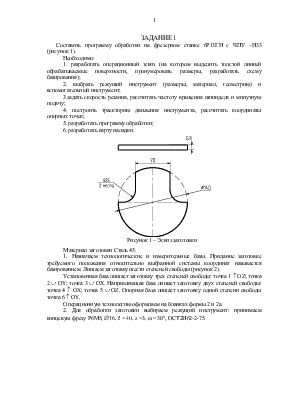
Составить программу обработки на фрезерном станке 6Р13ГН с ЧПУ –Н33 (рисунок 1).
Необходимо:
1. разработать операционный эскиз (на котором выделить толстой линией обрабатываемые поверхности, пронумеровать размеры, разработать схему базирования);
2. выбрать режущий инструмент (размеры, материал, геометрию) и вспомогательный инструмент;
3.задать скорость резания, рассчитать частоту вращения шпинделя и минутную подачу;
4. построить траекторию движения инструмента, рассчитать координаты опорных точек;
5. разработать программу обработки;
6. разработать карту наладки.
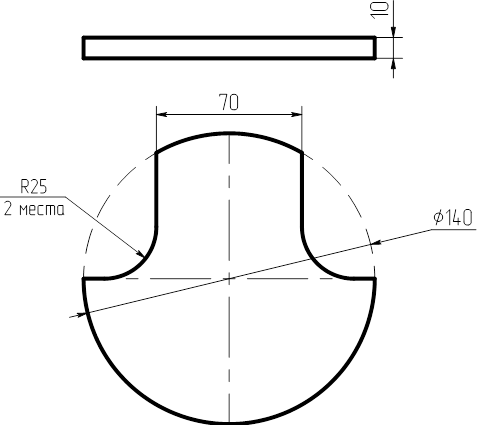 |
Материал заготовки Сталь 45.
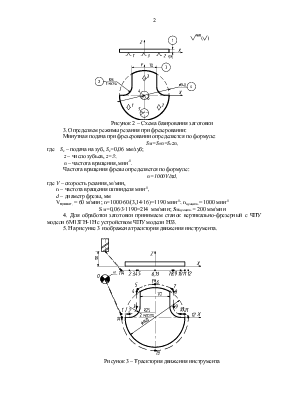
1. Назначаем технологические и измерительные базы. Придание заготовке требуемого положения относительно выбранной системы координат называется базированием. Лишаем заготовку шести степеней свободы (рисунок 2).
Установочная база лишает заготовку трех степеней свободы: точка 1 OZ; точка 2 È ОY; точка 3 È ОХ. Направляющая база лишает заготовку двух степеней свободы: точка 4 OX; точка 5 È ОZ. Опорная база лишает заготовку одной степени свободы точка 6 ОY.
Операционную технологию оформляем на бланках формы 2 и 2а.
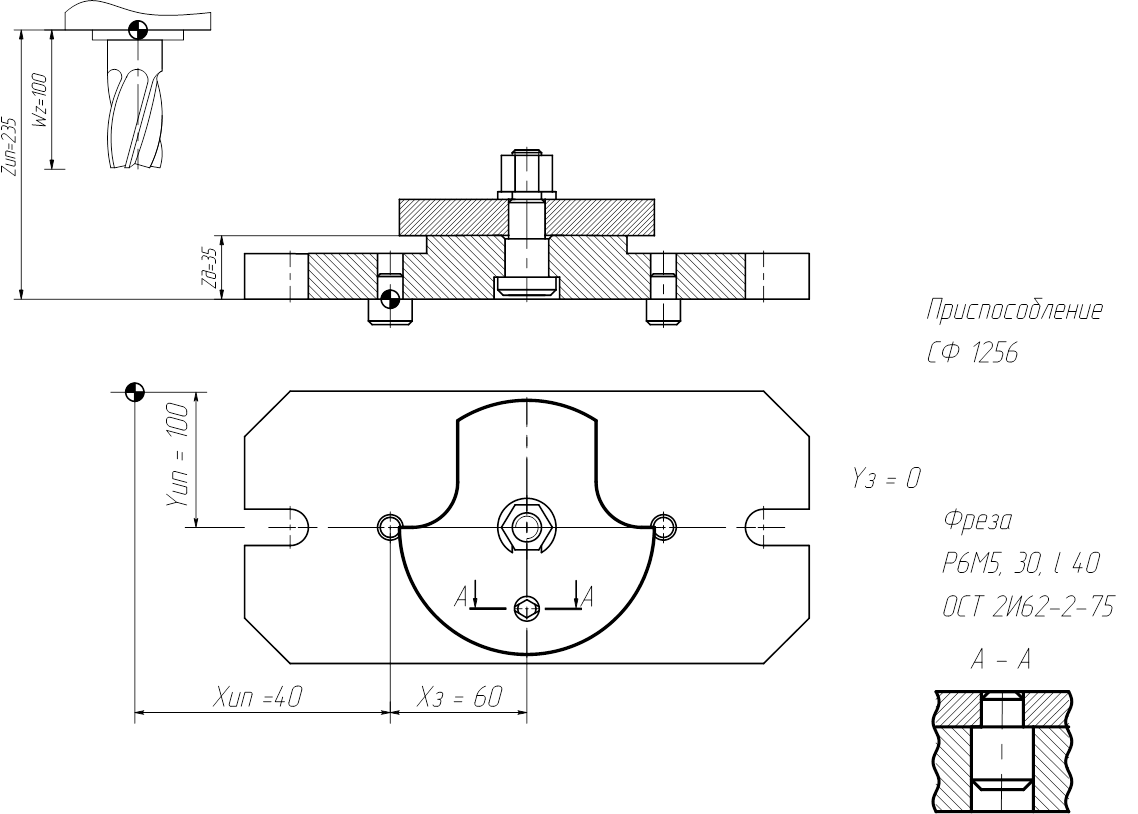
2. Для обработки заготовки выбираем режущий инструмент: принимаем концевую фрезу Р6М5, Æ16, l = 40, z =3, w = 30°, ОСТ2И62-2-75.
 |
3. Определяем режимы резания при фрезеровании:
Минутная подача при фрезеровании определяется по формуле:
SM=S0n=Szzn,
где Sz – подача на зуб, Sz=0,06 мм/зуб;
z – число зубьев, z=3;
n – частота вращения, мин-1.
Частота вращения фрезы определяется по формуле:
n=1000V/pd,
где V – скорость резания, м/мин,
n – частота вращения шпинделя мин-1,
d– диаметр фрезы, мм
Vпринят. = 60 м/мин; n=1000∙60/(3,14∙16)=1190 мин-1; nпринят.= 1000 мин-1
SM=0,06∙3∙1190=214 мм/мин; SMпринят.= 200 мм/мин
4. Для обработки заготовки принимаем станок вертикально-фрезерный с ЧПУ модели 6М13ГН-1Н с устройством ЧПУ модели Н33.
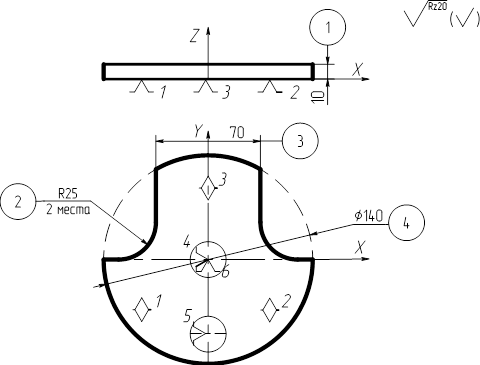
5. На рисунке 3 изображена траектория движения инструмента.
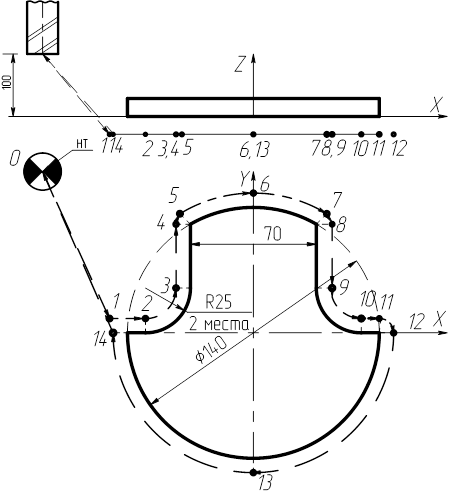 |
Рисунок 3 – Траектория движения инструмента
Координаты опорных точек детали заносим в таблицу 1.
|
Номер опорной точки |
X |
Y |
Z |
DX |
DY |
DZ |
|
|
ТК0 |
-100 |
100 |
100 |
18 |
-92 |
-110 |
|
|
ТК1 |
-82 |
8 |
-10 |
||||
|
22 |
0 |
0 |
|||||
|
ТК2 |
-60 |
8 |
-10 |
||||
|
17 |
17 |
0 |
|||||
|
ТК3 |
-43 |
25 |
-10 |
||||
|
0 |
35,62 |
0 |
|||||
|
ТК4 |
-43 |
60,62 |
-10 |
||||
|
4 |
6,93 |
0 |
|||||
|
ТК5 |
-39 |
67,55 |
-10 |
||||
|
39 |
10,45 |
0 |
|||||
|
ТК6 |
0 |
78 |
-10 |
||||
|
39 |
-10,45 |
0 |
|||||
|
ТК7 |
39 |
67,55 |
-10 |
||||
|
4 |
-6,93 |
0 |
|||||
|
ТК8 |
43 |
60,62 |
-10 |
||||
|
0 |
-35,62 |
0 |
|||||
|
ТК9 |
43 |
25 |
-10 |
||||
|
17 |
-17 |
0 |
|||||
|
ТК10 |
60 |
8 |
-10 |
||||
|
10 |
0 |
0 |
|||||
|
ТК11 |
70 |
8 |
-10 |
||||
|
8 |
-8 |
0 |
|||||
|
ТК12 |
78 |
0 |
-10 |
||||
|
-78 |
-78 |
0 |
|||||
|
ТК13 |
0 |
-78 |
-10 |
||||
|
-78 |
78 |
0 |
|||||
|
ТК14 |
-78 |
0 |
-10 |
||||
|
-22 |
100 |
110 |
5. Текст программы фрезерной программной операции имеет вид:
|
% |
|||||||
|
0 1 |
№ 001 |
G 01 |
X+001800 |
Y-009200 |
Z-011000 |
F 4712 |
LF |
|
1-2 |
№ 002 |
X+002200 |
F 0620 |
M 03 |
LF |
||
|
№ 003 |
G 17 |
LF |
|||||
|
2-3 |
№ 004 |
G 03 |
X+001700 |
Y+001700 |
J+001700 |
LF |
|
|
3-4 |
№ 005 |
G 01 |
Y+003562 |
LF |
|||
|
4-5 |
№ 006 |
G 02 |
X+000400 |
Y+000693 |
I+000800 |
LF |
|
|
5-6 |
№ 007 |
X+003900 |
Y+001045 |
I+003900 |
J+006755 |
LF |
|
|
6-7 |
№ 008 |
X+003900 |
Y-001045 |
J+000800 |
LF |
||
|
7-8 |
№ 009 |
X+000400 |
Y-000693 |
I+000400 |
J+000693 |
LF |
|
|
8-9 |
№ 010 |
G 01 |
Y-003562 |
LF |
|||
|
9-10 |
№ 011 |
G 03 |
X+001700 |
Y-001700 |
I+000800 |
LF |
|
|
10-11 |
№ 012 |
G 01 |
X+001000 |
LF |
|||
|
11-12 |
№ 013 |
G02 |
X+000800 |
Y-000800 |
J+000800 |
LF |
|
|
12-13 |
№ 014 |
G 02 |
X-007800 |
Y-007800 |
I+007800 |
LF |
|
|
13-14 |
№ 015 |
X-007800 |
Y-007800 |
J+007800 |
|||
|
14-0 |
№ 016 |
X-002200 |
Y+010000 |
Z+011000 |
F 4712М05 |
LF |
6. Карта наладки представлена на рисунке 4.
 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.