 ,
,
где ![]() - длина рабочего хода протяжки, мм;
- длина рабочего хода протяжки, мм; ![]() -
коэффициент, учитывающий соотношение между скоростями рабочего и обратного ходов
протяжки; v - скорость резания в м/мин; q - число одновременно обрабатываемых деталей.
-
коэффициент, учитывающий соотношение между скоростями рабочего и обратного ходов
протяжки; v - скорость резания в м/мин; q - число одновременно обрабатываемых деталей.
Длина рабочего хода
![]()
где ![]() — длина рабочей части
протяжки;
— длина рабочей части
протяжки; ![]() — длина задней направляющей;
— длина задней направляющей; ![]() —длина
протягиваемой поверхности;
—длина
протягиваемой поверхности; ![]() = 30
= 30![]() 50 мм — сумма длин перебега на вход и
выход протяжки.
50 мм — сумма длин перебега на вход и
выход протяжки.
§ 30. ПРОТЯЖНЫЕ СТАНКИ
Основные узлы и рабочие движения. Горизонтально-протяжные станки применяют в основном для внутреннего протягивания, а с помощью специальных приспособлений — и для наружного протягивания. Станки используют в крупносерийном и массовом производстве. Номинальное тяговое усилие станков колеблется от 25 до 1000 кН (2,5—100 тс), скорость рабочего хода 0,3 — 14 м/мин и длина хода каретки 1000-2000 мм.
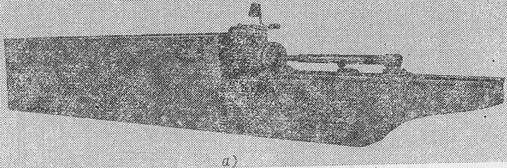
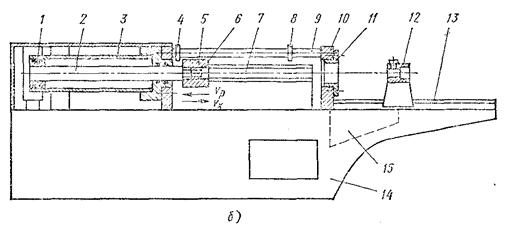
Рис. 174. Горизонтально-протяжной станок для внутреннего протягивания (а) и его конструктивная схема (б)
На рис. 174 представлен горизонтально-протяжной станок мод. 7А540 одинарного действия. Станина 14 станка представляет собой сварную конструкцию коробчатой формы. На станине установлен гидроцилиндр 3, поршень 1 которого связан штоком 2 с рабочей кареткой 5, движущейся по горизонтальным направляющим 7. Гайка б каретки служит для закрепления тягового патрона, которым протяжка присоединяется к рабочей каретке. Ход последней устанавливается при помощи переставных упоров 4 и 8, закрепляемых на штанге переключения 9. Стол 10 с планшайбой 11 служит для установки обрабатываемой детали. Корыто 13, по направляющим которого может перемещаться скользящий люнет 12, используется при работе с длинными протяжками. Их задний хвостовик в этом случае закрепляется в люнете, который предохраняет протяжку от провисания.
Внутри, станины расположен гидропривод станка, состоящий из электродвигателя, насоса, масляного резервуара. Кроме этого, в станине установлен центробежный насос, приводимый в движение от электродвигателя, для подачи СОЖ в зону резания. Поддон 15 служит для приема отработанной СОЖ и стружки. Для удаления стружки в станине с передней и задней сторон станка предусмотрены люки.
Работа на станке осуществляется в такой последовательности: обрабатываемая деталь устанавливается на планшайбу 11 стола 10, протяжка пропускается справа через отверстие детали и закрепляется в тяговом патроне рабочей ползушки. При нажатии кнопки «Пуск» рабочая жидкость (масло) подается в правую полость цилиндра 3, и шток его будет перемещаться влево, осуществляя рабочий ход протяжки. Когда упор каретки надвинется на переставной упор 4, срабатывает конечный выключатель и рабочая каретка останавливается. Обратный ход каретки ограничивается упором 8. Возврат протяжки в исходное положение осуществляется после нажатия кнопки «Холостой ход». На этом рабочий цикл станка заканчивается.
Вертикально-протяжные станки по сравнению с горизонтально-протяжными удобнее в обслуживании и занимают меньшую площадь. На этих станках протяжка закрепляется вертикально, на рабочем ползуне, что облегчает труд и повышает производительность. Поэтому вертикальные станки находят более широкое применение в массовом производстве для обработки легких и средних по массе деталей. Станки могут быть для наружного и внутреннего протягивания. Их минимальная тяговая сила колеблется от 50 до 200 кН (5 — 20 тс), скорость рабочего хода 0,5 — 14 м/мин, длина хода каретки 600—1600 мм.
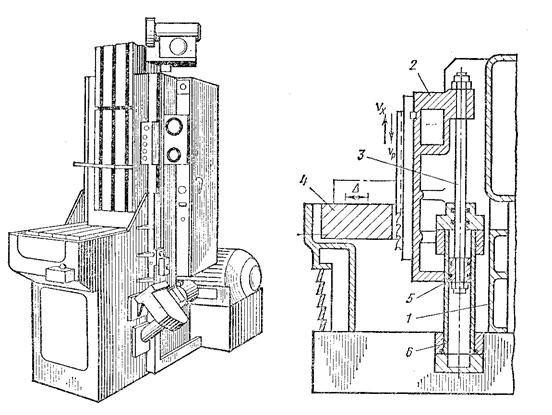
Рис. 175. Вертикально протяжной станок для наружного протягивания и его конструктивная схема
На рис. 175 показан вертикально-протяжной станок мод. 774 для наружного протягивания. По вертикальным направляющим станины 1 перемещается ползун 2, на котором устанавливается протяжка. Ползун приводится в движение от гидроцилиндра 6, поршень 5 которого посредством штока 3 связан с ползуном. На горизонтальном столе 4 закрепляется обрабатываемая заготовка. Стол посредством кулачкового или гидравлического механизма осуществляет карательные движения: после рабочего хода протяжки (вниз) он отходит от нее и после холостого хода протяжки (вверх) возвращается в исходное положение. Это необходимо для исключения трения задних поверхностей калибрующих зубьев об обработанную поверхность. Длина хода ползуна регулируется посредством конечных выключателей, управление его движением осуществляется вручную или автоматически.
Помимо рассмотренных конструкций протяжных станков, в массовом производстве находят применение многопозиционные станки, станки-автоматы и станки непрерывного действия.
Протяжки закрепляются в патронах: обычных, быстросменных, автоматических. Патроны соединяются с рабочей кареткой станка при помощи резьбы на хвостовике корпуса.
Техника безопасности. При работе на протяжных станках необходимо соблюдать правила техники безопасности, общие для металлообрабатывающего оборудования. Стандартом СТ СЭВ 578-77 предусмотрены специальные требования к конструкциям протяжных станков. Так, вертикально-протяжные станки для внутреннего протягивания должны оснащаться ограждением, предохраняющим работающих в случае выпадения протяжки из патрона возвратного механизма. На горизонтально-протяжных станках над зоной выхода протяжки из детали следует устанавливать откидной экран с смотровым стеклом. Если применяются протяжки массой более 8 кг, должны предусматриваться поддержки па входе инструмента в деталь и выходе из него; при этом станки должны иметь после рабочего хода механизированный возврат протяжки в исходное положение.
Кроме перечисленных требований, при эксплуатации протяжных станков нельзя набивать детали на протяжку, браться незащищенными руками за режущую часть протяжки, присоединять и отсоединять протяжку на ходу станка. Удаление стружки следует производить специальными металлическими щетками или медными прутами. При работе протяжками массой выше 8 кг следует пользоваться грузоподъемными устройствами. Хранить протяжки необходимо на специальных стеллажах в вертикальном положении.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.