Форма, размеры и геометрия
зуба определяются в его сечениях, нормальных к главной режущей кромке. На
практике нашли применение три формы зуба (выноска I на рис. 172); с криволинейной
вогнутой спинкой (верхний профиль) с прямолинейной спинкой (средний профиль) и
с прямолинейным участком на дне канавки (нижний профиль). Форму зуба
определяют следующие размеры:![]() — шаг режущих зубьев; h — высота зуба; с — ширина задней поверхности; R — радиус спинки зуба; r — радиус дна канавки;
— шаг режущих зубьев; h — высота зуба; с — ширина задней поверхности; R — радиус спинки зуба; r — радиус дна канавки; ![]() — угол спинки зуба;
— угол спинки зуба; ![]() — передний угол. По данным
НИИТ-автопрома,
— передний угол. По данным
НИИТ-автопрома, ![]() ;
; ![]() ;
; ![]() ;
; ![]() .
.
Шаг режущих зубьев выбирается по формулам:
для протяжек ординарного резания (профильных и - генераторных)
![]()
для протяжек группового резания
![]() ,
,
где ![]() — длина обрабатываемой
поверхности.
— длина обрабатываемой
поверхности.
Полученные размеры зуба и стружечной канавки проверяют на условие размещения стружки в канавке и на число одновременно работающих зубьев
 ,
,
где ![]() .
.
Форма калибрующих зубьев
подобна форме режущих (выноска II на рис. 172). Шаг калибрующих
зубьев ![]() . На их вершинах по задней
поверхности выполняются ленточки шириной
. На их вершинах по задней
поверхности выполняются ленточки шириной ![]() мм.
мм.
Геометрические параметры
режущей части зубьев назначаются, исходя из требований стойкости протяжки и
шероховатости обработанной поверхности. Передний угол режущих и калибрующих
зубьев назначается в зависимости от обрабатываемого материала в пределах![]() . Задний угол назначается из условия
сохранения рабочих размеров при переточках. Для внутренних протяжек задний
угол режущих зубьев
. Задний угол назначается из условия
сохранения рабочих размеров при переточках. Для внутренних протяжек задний
угол режущих зубьев ![]() , а калибрующих зубьев
, а калибрующих зубьев ![]() . Для наружных протяжек задний
угол режущих и калибрующих зубьев
. Для наружных протяжек задний
угол режущих и калибрующих зубьев ![]() /
/
При значительной ширине среза на протяжках, работающих по профильной схеме, делаются стружкоразделительные канавки. Они выполняются на соседних режущих зубьях в шахматном порядке (сечение А — А на рис. 172). Срезаемый слой при этом разделяется на отдельные полоски шириной b’, которые легко завиваются в спираль. Для создания задних углов на вспомогательных режущих кромках стружкоразделительных канавок ось шлифовального круга смещается от передней поверхности зуба на величину k (сечение Б — Б на рис. 172). При этом дно стружкоразделительной канавки должно располагаться параллельно задней поверхности зуба.
Конструкции протяжек. По конструкции протяжки разделяются на цельные, сборные и составные. Цельные протяжки изготовляют из быстрорежущих сталей Р6М5, Р9, Р9Ф5, Р9К5 и др. В отдельных случаях возможно применение углеродистых или легированных сталей, например ХВГ. С целью экономии быстрорежущей стали внутренние протяжки диаметром больше 20 мм изготовляют сборными: режущая часть выполняется из быстрорежущей стали, а крепежно-присоединительная - их конструкционной. Соединение частей производится сваркой или напрессовкой.
Внутренние протяжки различаются по форме тела (круглые и плоские) и хвостовика. Размеры хвостовиков выбираются: для круглых протяжек по ГОСТ 4044-70, для плоских - по ГОСТ 4043 - 70.
Наружные протяжки в основном изготовляют составными (рис. 173): режущая часть выполняется в виде отдельных секций, укрепляемых на специальном корпусе винтами, клиньями и накладками. Сила резания должна восприниматься врезными шпонками или упором. Конструкция наружных протяжек позволяет компенсировать износ режущих зубьев при помощи клиньев (см. рис. 173), перемещаемых в продольном направлении винтами. Диапазон регулирования находится в пределах 3 мм.
Для повышения стойкости инструмента и скорости резания (до 2 м/с) протяжки несложных профилей оснащаются пластинами из твердых сплавов ВК8, ВК6М и др. Пластины припаивают к корпусу протяжки или закрепляют механически.
Следует иметь в виду, что по стандартам предприятий выпускается широкая номенклатура протяжек [21], внутренние протяжки и прошивки для цилиндрических, квадратных и фигурных отверстий, для треугольных шлицев, шпоночных пазов, а также для плоскостей и т. п. Использование этих стандартов позволяет ускорить подготовку производства.
Сила резания и стойкость протяжки. Для расчета протяжек на прочность и для определения мощности привода станка необходимо знать силу резания при протягивании. Она определяется по формуле (Н)
![]() ,
,
где ![]() -
удельная сила резания, приходящаяся на единицу длины режущей кромки зуба;
-
удельная сила резания, приходящаяся на единицу длины режущей кромки зуба; ![]() - суммарная длина режущих кромок
одновременно работающих зубьев.
- суммарная длина режущих кромок
одновременно работающих зубьев.
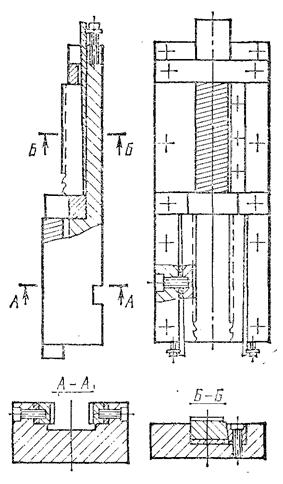
Рис. 173. Конструкция наружной протяжки
Сила ![]() зависит
от обрабатываемого материала и от подачи на зуб
зависит
от обрабатываемого материала и от подачи на зуб ![]() при
нормальных условиях эксплуатации. Величина
при
нормальных условиях эксплуатации. Величина ![]() определяется
по формулам:
определяется
по формулам:
для цилиндрических отверстий
![]() ;
;
для шлицевых отверстий и шпоночных пазов
![]() ,
,
где d
-
наибольший диаметр протяжки; ![]() — наибольшее число одновременно
работающих зубьев;
— наибольшее число одновременно
работающих зубьев; ![]() - ширина шлица или шпонки; п — число шлицев или шпонок.
- ширина шлица или шпонки; п — число шлицев или шпонок.
Внутренние протяжки рассчитывают по напряжению на разрыв (Па) по опасному сечению хвостовика и стружечной канавки перед первым режущим зубом:
 ,
,
где F — площадь поперечного сечения тела протяжки, м2.
Эффективная мощность резания при протягивании (Вт)
![]() ,
,
где ![]() ,
v — сила и скорость резания при
протягивании.
,
v — сила и скорость резания при
протягивании.
Протяжка является сложным и дорогим инструментом, поэтому для высокоэффективной ее эксплуатации она должна иметь высокую стойкость. Период стойкости протяжек из быстрорежущей стали находится в пределах от Т=120мин у шпоночных до Т=420 мин у шлицевых протяжек при обработке стальных деталей, стойкость протяжек из стали ХВГ в 2-2,5 раза ниже, а твердосплавных в 12-18 раз выше. Повышения стойкости инструмента добиваются применением СОЖ и своевременной затопкой зубьев. При протягивании стальных деталей в качестве СОЖ применяется сульфофрезол с подачей 8-15 л/мин при внутреннем протягивании до 30-40 л/мин - при наружном. Протягивание деталей из чугуна производится без охлаждения, а алюминиевых деталей - с использованием смеси масла и керосина.
Заточка внутренних протяжек ведется по их передней поверхности, и только при большом износе - по задней.
Основное (технологическое) время при протягивании. Цикл обработки при протягивании складывается из рабочего хода протяжки, при котором срезается припуск, и обратного хода, необходимого для возврата инструмента в исходное положение. Основное время (мин) за один цикл протягивания
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.