








Вступ
На сучасному етапі підприємства машинобудівної промисловості потребують удосконалення матеріально технічної бази підприємства, виявлення невикористаних резервів підвищення продуктивності праці та вивчення ринку з метою вирішення проблем матеріального забезпечення та реалізації продукції, що виробляється. При цьому кожне підприємство намагається знизити витрати на виготовлення продукції.
Під час проходження на заводі ім. Малишева виробничої практики, мені було надано завдання на курсову роботу з дисципліни „Економіка, організація та планування виробництва”.
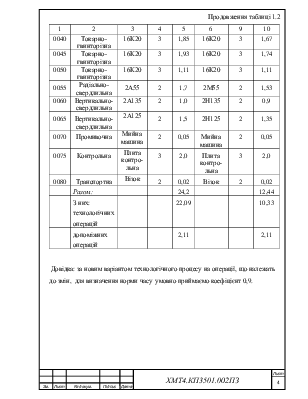
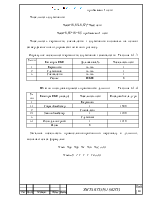
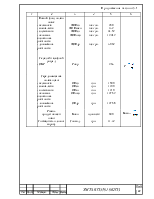
В результаті проведених розрахунків відбулося зниження технічних показників, це відбулося після заміни в технологічному процесі токарно-гвинторізного верстата 16К20 на токарний верстат з ЧПК 16К20Т1, при цьому відбулося зниження штучного часу від 11,4 до 1,82 хв. Необхідність заміни була викликана ситуацією, що склалася на дільниці, тобто змінення морально застарілого обладнання на більш нове, тобто верстати з ЧПУ.
Курсова робота на тему: „Економічне обґрунтування механічної обробки деталі „Кришка” направлена на обґрунтування економічних показників по даному виробу на виробничій дільниці 140.
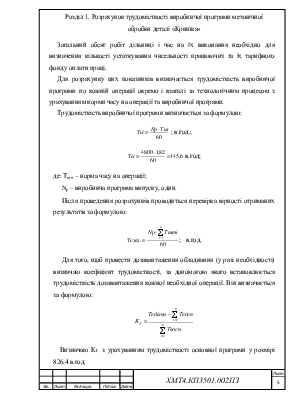
При виконанні даної роботи за спроектованим технологічним процесом обробки деталі „Кришка”, необхідно визначити наступні економічні показники, такі як трудомісткість виробничої програми, відрядний розцінок на виріб, собівартість одиниці продукції та ціну виробу при виробничій програмі випуску продукції Np=4800 одиниць та встановити економічний ефект від впровадження нової техніки та удосконалення виробничого процесу.
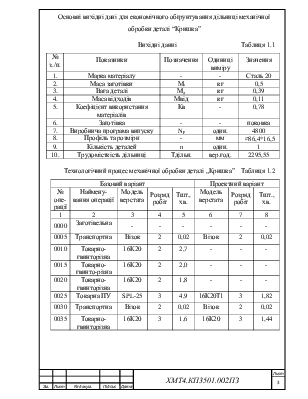
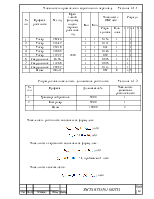
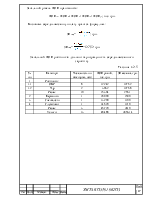
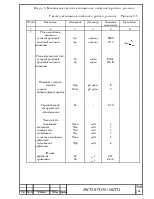
Основні вихідні дані для економічного обґрунтування дільниці механічної обробки деталі “Кришка”
Вихідні данні Таблиця 1.1
|
№ з./п. |
Показники |
Позначення |
Одиниці виміру |
Значення |
|
1. |
Марка матеріалу |
- |
- |
Сталь 20 |
|
2. |
Маса заготівки |
Мз |
кг |
0,5 |
|
3. |
Вага деталі |
Мд |
кг |
0,39 |
|
4. |
Маса відходів |
Мвід |
кг |
0,11 |
|
5. |
Коефіцієнт використання матеріалів |
Кв |
- |
0,78 |
|
6. |
Заготівка |
- |
- |
поковка |
|
7. |
Виробнича програма випуску |
Nр |
один. |
4800 |
|
8. |
Профіль та розміри |
- |
мм |
∅86,4*16,5 |
|
9. |
Кількість деталей |
n |
один. |
1 |
|
10. |
Трудомісткість дільниці |
Тдільн. |
вер.год. |
2295,55 |
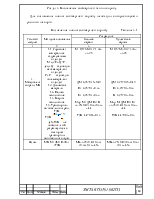
Технологічний процес механічної обробки деталі „Кришка” Таблиця 1.2
|
Базовий варіант |
Проектний варіант |
||||||
|
№ опе-рації |
Наймену-вання операції |
Модель верстата |
Розряд робіт |
Тшт., хв. |
Модель верстата |
Розряд робіт |
Тшт., хв. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
0000 |
Заготівельна |
- |
- |
- |
- |
- |
- |
|
0005 |
Транспортна |
Візок |
2 |
0,02 |
Візок |
2 |
0,02 |
|
0010 |
Токарно-гвинторізна |
16К20 |
2 |
2,7 |
- |
- |
- |
|
0015 |
Токарно-гвинто-різна |
16К20 |
2 |
2,0 |
- |
- |
- |
|
0020 |
Токарно-гвинторізна |
16К20 |
2 |
1,8 |
- |
- |
- |
|
0025 |
Токарна ПУ |
SPL-25 |
3 |
4,9 |
16К20Т1 |
3 |
1,82 |
|
0030 |
Транспортна |
Візок |
2 |
0,02 |
Візок |
2 |
0,02 |
|
0035 |
Токарно-гвинторізна |
16К20 |
3 |
1,6 |
16К20 |
3 |
1,44 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.