

2. Технологическая часть.
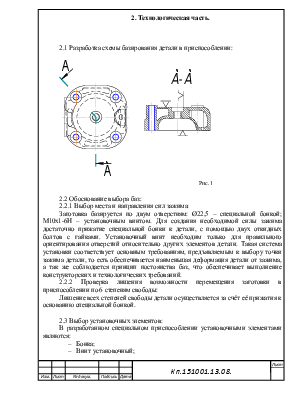
2.1 Разработка схемы базирования детали в приспособлении:
Рис. 1
2.2 Обоснование выбора баз:
2.2.1 Выбор места и направления сил зажима:
Заготовка базируется по двум отверстиям: Ø22,5 – специальной бонкой; М10х1-6Н – установочным винтом. Для создания необходимой силы зажима достаточно прижатие специальной бонки к детали, с помощью двух откидных болтов с гайками. Установочный винт необходим только для правильного ориентирования отверстий относительно других элементов детали. Такая система установки соответствует основным требованиям, предъявляемым к выбору точки зажима детали, то есть обеспечивается наименьшая деформация детали от зажима, а так же соблюдается принцип постоянства баз, что обеспечивает выполнение конструкторских и технологических требований.
2.2.2 Проверка лишения возможности перемещения заготовки в приспособлении по 6 степеням свободы:
Лишение всех степеней свободы детали осуществляется за счёт её прижатия к основанию специальной бонкой.
2.3 Выбор установочных элементов:
В разработанном специальном приспособлении установочными элементами являются:
– Бонка;
– Винт установочный;
Так же к установочным элементам можно отнести диск, который служит для грубого, примерного ориентирования заготовки относительно других элементов приспособления.
2.4 Расчёт погрешности базирования заготовки в приспособлении:
Погрешность базирования зависит от допуска и погрешности формы базовых поверхностей.
Базирование осуществляется по отверстию: на жёсткой оправке со свободной посадкой. В этом случае погрешность базирования определяется по формуле:
![]()
![]()
Посадка: Ø22,5![]()
Для отверстия: Ø22,5Н8
ES=+0,033
EI=0
Для вала: Ø22,5d9
es=-0,065
ei=-0,117 Рис. 2
![]() –
минимальный зазор.
–
минимальный зазор.
![]() –
допуск на размер базового отверстия.
–
допуск на размер базового отверстия.
![]() –
допуск на размер оправки.
–
допуск на размер оправки.
![]()
2.5 Расчёт усилия зажима заготовки в приспособлении:
Определяем необходимое усилие зажима заготовки:
к – коэффициент запаса (для черновых операций равен 2,6);
М – крутящий момент;
![]()
Kр=1,3
Сm=0,041
qm=2
ym=0,7
![]() 11,5
кГсм.
11,5
кГсм.
R – расстояние от оси сверла до оси детали;
d – диаметр сверла.
f – коэффициент трения (0,1-0,15);
r=(D-D1)/2
D – длина детали;
D1 – диаметр бонки;
Определяем усилие зажима заготовки в приспособлении:
![]() –
крутящий момент, приложенный к гайке.
–
крутящий момент, приложенный к гайке.
![]() – сила приложенная на конце рукоятки.
– сила приложенная на конце рукоятки.
![]() – длина рукоятки ключа.
– длина рукоятки ключа.
 – коэффициент зависящий от формы и
размеров поверхности соприкосновения зажимного элемента с поверхностью
зажима.
– коэффициент зависящий от формы и
размеров поверхности соприкосновения зажимного элемента с поверхностью
зажима.
![]()
Усилие зажима создаваемое двумя болтами с гайками: 17,9*2=35,8 кН
35,8>34 – следовательно, усилие зажима достаточно для надёжного закрепления заготовки.
2.6 Разработка схемы приспособления:
Рис. 3
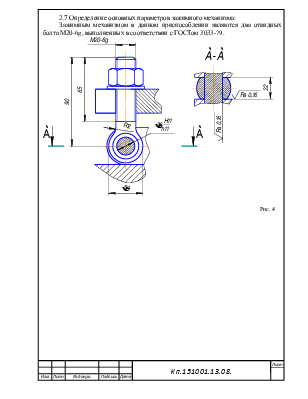
2.7 Определение основных параметров зажимного механизма:
Зажимным механизмом в данном приспособлении являются два откидных болта М20-6g, выполненных в соответствии с ГОСТом 3033-79.
Рис. 4
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.